

Большая Энциклопедия Нефти и Газа. Рукавная пленка
Рукавная пленка - Большая Энциклопедия Нефти и Газа, статья, страница 2
Рукавная пленка
Cтраница 2
Диаметр рукавной пленки, полученной методом раздува, обычно составляет от одного до трех диаметров кольцевой щели профилирующей головки. [16]
У рукавной пленки кромки при всех условиях должны удаляться, у плоской - это не обязательно. При применении щелевых головок регулирование ширины пленки является серьезной конструкторской проблемой; при методе же раздувания регулирование ширины возможно без особых усилий путем изменения давления воздуха. Пленки большой ширины ( 1 5 - 3 м) до настоящего времени практически изготавливаются только по методу раздувания, причем рукавная пленка разрезается с одной стороны. [17]
У рукавной пленки кромки обрезаются в том случае, если она готовится в виде полотна и одновременно наматывается на две бобины. [18]
Трубы и рукавные пленки получают экструзией полимера через кольцевой канал, который образован наружной частью головки и дорном. [19]
Когда требуется рукавная пленка небольшой ширины ( например, при производстве полиэтиленовых мешков), применяются спаренные профилирующие головки, устанавливаемые на одном экструдере. [21]
Горизонтальный отбор рукавной пленки ( рис, 62, б) применяется значительно реже ( например, в производстве пленки саран или пено-полистирольной) из-за провисания рукава под действием собственного веса, а также из-за потребности больших производственных площадей. [22]
При изготовлении рукавной пленки и бескромочном разрезании рукава на полотна практически отсутствуют отходы1 в виде кромок. [23]
При использовании рукавной пленки для изготовления мешков или как футеровочного материала не требуется производить вертикальных швов. [24]
Процесс изготовления рукавной пленки состоит из следующих этапов: экструзии рукава, охлаждения рукава до температуры затвердевания, сопровождающегося продольным и поперечным растяжением рукава, охлаждения рукава до температуры, при которой его можно складывать, не опасаясь слипания, складывания и намотки рукава. Как показывают многочисленные экспериментальные исследования, основные эксплуатационные свойства пленок ( прочность, прозрачность, глянцевитость) сильно зависят от условий охлаждения и степени продольного и поперечного растяжения, определяющих, как было показано выше, скорость и направление процессов формирования надмолекулярных структур. [26]
При вытяжке рукавной пленки без внутренней оправки наряду с жидкостью можно использовать сжатый воздух [609, 614] 1 В обоих случаях рукав радиально вытягивается в калибрующей оболочке, от диаметра которой зависит степень вытяжки. Сначала рукав быстро раздувается до значительных размеров вследствие интенсивного нагревания инфракрасными нагревателями, а затем более медленно и при более низких температурах до придания ему окончательных размеров. Размер фиксируется обдувом рукава холодным воздухом. [27]
Внешний слой рукавной пленки формуется монолитным обычно из полиолефинов, а внутренний - из композиции на основе полиэтилена и летучего ингибитора коррозии, содержащей дополнительно низкомолекулярный носитель ингибитора коррозии, порообразователь и другие целевые добавки. [29]
При изготовлении рукавных пленок из непластифицированного ПХВ применяется преимущественно этот способ. [30]
Страницы: 1 2 3 4 5
www.ngpedia.ru
4.4.1. Рукавный метод
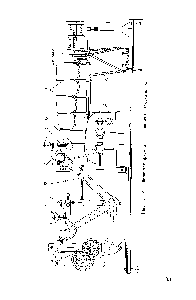
Этот метод применяется для получения пленки из ПЭНП. Этим методом вначале с помощью экструдера из головки выдавливается тонкостенная трубчатая заготовка, а затем она подвергается растяжению с помощью сжатого воздуха. Воздух при этом подводится внутрь заготовки через дорн формующей головки. Дорн оформляет внутреннюю поверхность, а мундштук - наружную. Затем с помощью специальных щек пленочный рукав складывается в плоское двойное полотно, протягивается между вытяжными валками, которые одновременно отжимают воздух, находящийся в рукаве, и наматывается пленка на бобины. Схема агрегата приведена на рис. 4.23.

Рис. 4.23. Схема получения рукавной пленки:
1 - экструдер, 2 - формующая головка, 3 - охлаждающее кольцо,
4 - пленочный рукав, 5 - складывающие щеки, 6 - вытяжные валки,
7 - направляющие валки, 8 - режущее приспособление, 9 - рулон пленки
Рукавная пленка может быть получена по 3 схемам. При этом вытяжка пленки может осуществляться вертикально вверх, вертикально вниз, горизонтально. В большинстве случаев производство осуществляется вертикально вверх (как на схеме). Вытяжкой вниз осуществляется производство пленок только небольших толщин, т. к. при большой толщине может произойти обрыв рукава от головки под действием собственной массы. Горизонтальный способ вытяжки целесообразен при комплектовании автоматизированных линий для производства мешков. При этом толщина пленки превышает 0,2 мм. При этом степень раздува невелика.
Одним из основных узлов агрегата является формующая головка. При получении пленок с вертикальной вытяжкой и горизонтальном расположении червяка экструдера использую угловые головки, т.е. расплав меняет свое направление на 90 ºС. Эти головки имеют профилирующий канал кольцевого сечения. Формование трубчатой заготовки происходит в зазоре между дорном и внешним кольцом, которое называется мундштук. Существует два типа угловых головок (рис. 4.24).

Рис. 4.24. Типы угловых головок:
а) с боковой подачей полимерного материала,
б) с центральной подачей полимерного материала
При производстве пленок при подаче расплава в головку сбоку наблюдается рассечение единого монолитного потока расплава дорном на два потока. В последующем оба потока соединяются в один и в этой связи в месте соединения этих двух потоков возможна линия стыка. Эта линия стыка остается на раздутом пленочном рукаве в виде продольной полосы. В этих головках можно обеспечить одинаковые условия течения расплава, т.к. расстояние от точки притока расплава по выходной щели на различных участках сечения потока неодинаковы.
При подаче расплава через центральный канал головки поток также рассекается, огибая ребра дорнодержателя, поэтому и в этом случае возможно появление на пленке продольных неоднородных полос.
Для устранения недостатков существующих головок в настоящее время применяются головки с несколькими винтовыми распределительными каналами на дорне. Они обеспечивают равномерный подвод расплава к формующему зазору.
Наряду с однослойными пленками в промышленности освоено производство двухслойных пленок. При производстве двухслойных рукавных пленок используют головки с двумя концентрическими зазорами (рис. 4.25).

Рис. 4.25. Головка для получения двухслойных пленок
Выдавливаемая из головки трубчатая заготовка подвергается пневматическому растяжению или раздуву. Одновременно эта трубчатая заготовка подвергается вытяжке в продольном направлении с помощью вытяжных валков. Ширина пленки определяется степенью раздува εр, представляющей собой отношение диаметра рукава Dрк диаметру дорна Dд или к диаметру кольцевого отверстия:

На практике εр регулируется количеством воздуха, который подводится внутрь рукава. Воздух нагнетается под давлением 0,2-0,3 атм.

Т.к. пленка изготавливается в основном из ПЭ, то установлено, что Vэкстр для этой пленки можно определить следующим образом:

где Q - производительность экструдера, кг/ч;
0,81 - плотность расплава ПЭ при t=140-150 °С, г/см3;
Dд- диаметр дорна, см;
δ- ширина кольцевого зазора, см.
Степень раздува и степень вытяжки существенно влияют на механические характеристики формуемой пленки.
Растяжение пленки вызывает ориентацию молекулярных цепей, при этом увеличивается прочность в направлении вытяжки и уменьшается эластичность, уменьшается относительное удлинение при разрыве.
Чтобы полученные пленки имели одинаковые механические характеристики, или хотя бы близкие в продольном и поперечном направлении, степень вытяжки не должна значительно превышать степень раздува. Условия равнопрочности: 
 .
.
Для ускорения процесса охлаждения пленки, т.е. чтобы предотвратить слипание пленок при сжатии отжимными валками предусматривается принудительное охлаждение. Для этого используются охлаждающие кольца, устанавливаемые концентрично с формующей головкой над ее торцевой поверхностью. Эти кольца имеют специальные каналы для подачи воздуха. Воздух подается обычно из воздуходувки.
Складывание рукава осуществляется с помощью раздвижных щек или щитов. После отжимных тянущих валков пленка поступает на намотку. Она может наматываться в один или два рулона. Пленка может наматываться в виде рукава, может обрезаться с одной стороны, поэтому наматывается в виде полурукава, а может разрезаться и с двух сторон, тогда наматывается в два рулона,
Пленка может наматываться на бобины, приводимые во вращение от центрального вала с такой скоростью, которая обеспечивает постоянное натяжение пленки, независимо от диаметра рулона. На ряду с таким устройством, бобина может приводиться во вращение за счет фрикции рулона с пленкой о специальный приводной валок, который вращается с постоянной окружной скоростью. Это устройство значительно проще по конструкции устройства с центральным приводом, но в этих устройствах наблюдается большое натяжение пленочного полотна, намотка получается очень плотной. Это сопровождается ориентацией макромолекул и приводит к увеличению прочности.
Высокая температура расплава требует более длительного охлаждения, поэтому она способствует более полной релаксации напряжений, которые возникают в процессе экструзии, и в конечном итоге может привести к возникновению на пленке поверхностных дефектов. Поэтому полученные при высоких температурах пленки имеют лучшую прозрачность и отличаются высоким блеском. Закристаллизованный материал отличается мутностью, поэтому с целью получения менее мутных, более прозрачных пленок способствует повышение скорости охлаждение расплава. Резкое уменьшение температуры расплава кристаллизующегося полимера предотвращает рост крупнокристаллических образований, которые обычно способствуют рассеиванию света. При охлаждении расплава ПЭ в результате его кристаллизации наблюдается заметное помутнение пленки. Линия, разделяющая расплавленный аморфный полимер от частично закристаллизованного, получила название линия кристаллизации, или линия замерзания.
По конфигурации линии кристаллизации можно судить о равномерности толщины пленочного рукава по окружности, т.е. на тех участках, где линия кристаллизации расположена выше, толщина пленки меньше и наоборот.
В зависимости от температуры рукава, толщины пленки, скорости отбора и охлаждения пленки форма и высота участка рукава от выхода из головки до линии кристаллизации могут быть различными (рис. 4.26).
Рис. 4.26. Различные форма рукава:
а) вытянутая, б) нормальная, в) раздутая
Длинный участок (рис. 4.26, а) до начала раздува образуется при высоких температурах экструзии и при недостаточном охлаждении. Такой участок повышает разнотолщинность пленки, способствует образованию складок. Но такие пленки отличаются высокой прозрачностью и повышенной ударной прочностью. Слишком малое расстояние до линии кристаллизации (рис. 4.26, в) означает, что вытяжка пленки начинается уже при низких температурах, а это увеличивает ориентацию и прочность пленки. Однако такой рукав может «сесть» на торцевую поверхность головки. Поэтому путем регулирования скорости экструзии и охлаждения рукава добиваются получения нормальной конфигурации рукава (рис. 4.26, б).
Рукавный метод получения пленок является наиболее универсальным, т.к. он позволяет легко и быстро изменять размеры рукава в процессе производства. При переходе на другой размер рукава обычно изменяется степень раздува и степень продольной вытяжки без смены формующего инструмента. Одновременно двухсторонняя вытяжка позволяет получить пленки с близкими прочностными свойствами в продольном и поперечном направлениях рукава. При производстве пленки этим методом отходы практически отсутствуют.
plastichelper.ru
Производство - рукавная пленка - Большая Энциклопедия Нефти и Газа, статья, страница 3
Производство - рукавная пленка
Cтраница 3
По виду получаемых изделий головки делят на: алоскошелевые ( для получения листов и плоских пленок), дли получения труб и рукавных заготовок ( в производстве рукавных пленок и выдувных объемных изделий), для изготовления профильных изделий из полимерных материалов, для нанесения покрытий на кабели. [31]
Теоретические законы, изложенные уравнениями ( 181), ( 183), ( 184) и дополнительными уравнениями ( 174), ( 175), ( 178) и ( 180) применены на практике при производстве рукавной пленки среднего размера. [32]
При высокопроизводительном изготовлении рукавных пленок из ПЭНП, ПЭВП, непластифицированного ПВХ, к которым не предъявляют высокие требования в отношении оптических свойств, получаются пленки толщиной 0 01 - 0 025 мм и шириной до 12 м при скорости отбора до 120 м / мин. При производстве рукавных пленок выходящая из кольцевой щели рукавная заготовка вытягивается, раздувается, охлаждается, через клиновидный зазор, образованный ограниченными пластинами, подается к тянущему устройству и наматывается на приемный барабан. [34]
Как отмечалось выше, производство пленки и листов, плоских и рукавных, сопровождается возникновением на их поверхности электрического заряда. Многие агрегаты для производства рукавной пленки включают устройства для снятия статического электричества. В ряде работ23 2 рассмотрены различные устройства, применяемые на практике. [35]
Схемы производства рукавной пленки методом экструзии через кольцевую головку и раздувки сжатым воздухом показаны на фиг. В промышленных установках для производства рукавной пленки обычно применяют раздувку рукава вверх или вниз. Горизонтальную раз-дувку применяют главным образом при небольшом диаметре рукава пленки, а также при лабораторных и исследовательских работах. Гранулятор с электродвигателем, вариатором и гранулирующей решеткой крепят непосредственно к фланцу экструдера. Кроме перечисленных способов применения, экструдеры применяют также для непрерывного питания вакуум-формовочных машин и каландров, а также для промежуточных процессов переработки пластмасс. [36]
На рис. 82, а изображена угловая головка, аналогичная описанным выше кабельным головкам. Во всех головках для производства рукавной пленки используется боковая подача расплава, который, обтекая дорн, делает поворот под прямым углом и поступает в профилирующий кольцевой канал. Воздух для раздува поступает в отверстие дорна через запорный кран. При осуществлении обогрева головок этого типа встречаются такие же трудности, как и для кабельных головок. На рис. 82, б показана такая же головка, как на рис. 82, а, но для получения пленки больших размеров. [37]
Для производства однослойных двухцветных рукавных пленок на том же агрегате его оснащают сменной экструзионнои головкой, предназначенной для этих целей. Угловая кольцевая головка для производства однослойных двухцветных рукавных пленок ( рис. 12, б) имеет два формующих полукольцевых канала / и 2 ( 1 - центральный кольцевой канал, 2 - наружный), по которым окрашенные в различные цвета расплавы направляются в выходной кольцевой зазор 3, где свариваются и откуда изделие в виде однослойного двухцветного рукава выходит наружу. Однако и в этом случае подобие вязкостных свойств используемых расплавов является необходимым условием переработки. [38]
Необходимо избегать колебаний давления сжатого воздуха. С этой целью в некоторых случаях ( например, при производстве рукавной пленки или труб) устанавливаются специальные контролирующие приспособления. [39]
При выборе системы охлаждения требуется определить необходимое время ее работы. Для переработки композиций поливинилхлорида и полиэтилена высокой плотности, а также при производстве рукавной пленки или труб необходимо интенсивное охлаждение. [40]
При выборе конструкции головки необходимо учитывать многие факторы: стоимость и долговечность, сложность изготовления и возможность производства изделий различных размеров, простоту разборки для чистки и стоимость работ по установке отдельных частей головки. Во многих случаях простота конструкции и эффективность регулирования головки в процессе работы ( например, изменения концентричности кольцевого канала при производстве рукавной пленки) имеет большее значение для оценки головки, чем точный теоретический расчет характера течения расплава в ее каналах. [41]
Экспериментальные результаты показали, что в процессе формования пленки материал проявляет вязкоупругость. Это подтверждает правильность модели процесса, предложенной Ханом и Парком. На практике повышение производительности процесса производства рукавной пленки лимитируется скоростью охлаждения пузыря. [42]
В настоящее время наряду с горизонтальными выпускаются также вертикальные экструдеры, которые позволяют исключить изменение направления потока материала между червяком и головкой при производстве пленки и полых изделий. Обычно при изменении направления потока увеличивается неоднородность скоростей и давлений расплава в профилирующей щели головки, что приводит к значительным колебаниям толщины экструдируемого изделия. Преимущество вертикальных экструдеров особенно ощутимо при производстве рукавной пленки и нанесении покрытий методом экструзии. [43]
Быстрое охлаждение расплава задерживает процесс кристаллизации на стадии мелких кристаллитов, поэтому пленка получается более прозрачной. Плоскощелевой метод во всех своих вариантах обеспечивает лучшие условия теплопередачи и способствует быстрому охлаждению пленки. При рукавном методе в условиях воздушного охлаждения теплопередача хуже и в полимере кристаллизация идет до более крупных образований, что ухудшает оптические свойства пленки вплоть до потери прозрачности. Повышенная хрупкость пленок ограничивает производство рукавных пленок из полипропилена и полиэтилена высокой плотности. Механические свойства плоских пленок могут быть значительно улучшены дополнительной двухосной ориентацией. [44]
Фирма Лауффер - Бутшер производит вертикальные экструдеры диаметром более 80 мм, снабженные червяками длиной 20D со скоростью вращения свыше 200 об / мин. Фирма поставляет головки и комплектующее оборудование, позволяющее применять машину в горизонтальных линиях по производству стандартных изделий. Экструдер имеет вращающуюся станину. Это усовершенствование используется при производстве рукавной пленки. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Производство рукавной пленки. Огранизация технологического процесса
Главная / Статьи / Производство рукавной пленки. Огранизация технологического процесса Рейтинг: 4.6/5 из 32Экструдер представляет собой комплекс электронного, электромеханического, механического оборудования, что обусловливает выполнение определенных требований в процессе установки и эксплуатации данного оборудования.
Экструдер устанавливается в помещении, отвечающем санитарным нормам и требованиям техники безопасности (вентиляция, освещение, габариты).
Линии для производства рукавных пленок предназначены для работы в условиях закрытого помещения. Необходимо принять меры по недопущению резкого перепада температур и попадания прямых солнечных лучей. Класс помещений П-11а по ПУЗ, климатическое исполнение - У, категория - 4 по ГОСТ 15150.
Должны быть учтены параметры нагрузки для фундамента или полов. Фундамент или полы должны выдерживать вес в 1,5 раза превышающий вес оборудования.
Питающий электрический кабель может быть как медным, так и алюминиевым, сечением согласно потребляемой оборудованием мощности в соответствии со спецификацией. Подсоединение к общему силовому кабелю осуществляется через автомат-пускатель АП необходимой мощности.
В случае импульсных помех в электросети и отклонении напряжения от номинала более чем на 5% необходима установка источников бесперебойного питания, позволяющих стабилизировать напряжение в сети.
На протяжении всего срока эксплуатации экструдера для производства пленки (оборудования) необходимо выполнять все требования данной инструкции, в противном случае ПОСТАВЩИК оборудования не несет ответственности за работу оборудования.
Действия оператора на различных этапах производства. Наладка и пуск оборудования.
Пуск оборудования - обязанность оператора. Но существуют в практике отличия в его действиях в зависимости от того, пускается ли оборудование:
- впервые (новое оборудование) или после капитального ремонта;
- после текущего или аварийного ремонта;
- после очередной (плановой) остановки в связи с переходом на другой тип пленки, чисткой или сменой оснастки, остановкой оборудования на выходные или праздничные дни;
- при переходе на новую партию сырья.
В случаях (I) и (II) пуск оборудования сочетается с его испытанием и приемкой, которые проводятся в обязательном присутствии ответственных специалистов, монтировавших или ремонтировавших оборудование и инженера-технолога, который руководит испытанием. Оператор в данном случае в основном выполняет по указанию инженера-технолога ряд последовательных операций, предусмотренных программой испытаний.
Схема центрирования экструзионной головки относительно вытяжного устройства

Действия наладчиков при наладке оборудования
- Оборудование выставить по уровню регулировочными винтами; после монтажа экструзионной установки выровнять ролик вытяжного устройства путем регулировки позиционных болтов на основании, как показано на рис. 9; для проверки необходимо воспользоваться уровнем; выставить по уровню экструзионную головку; затем при помощи отвеса отрегулировать центр экструзионной головки таким образом, чтобы он приходился на середину, по касательной, к тянущему валу (рис. 10).
- При участии квалифицированного электрика подсоединить электрический кабель к панели управления. Все переключатели находятся в положении «выкл.» («off») и «0».
- Укрепить кольцевой зазор для подачи воздуха и гибкий воздушный рукав для нагнетательного вентилятора.
-
Проверить правильность подключения фаз по вращению вентилятора обдува рукава в соответствии с указанием стрелки; проверить направление вращения двигателя в соответствии с указанием стрелки. Если направление неверно, электрик отрегулирует кабели по вводам R, S, Т.
-
Проверить нет ли излишнего провисания или натяжения приводного ремня главного двигателя и задевания шкивов о кожух; обеспечить параллельность шкивов двигателя и экструдера.
-
Проверить наличие масла в пневморедукторе, подключив пневмопровод к пневморедуктору, проверить работу всех пневмоузлов на синхронность и утечку.
-
Проверить плотность прилегания нагревателей к поверхности цилиндра и головки и термопар в гнездах (неплотное прилегание приводит к неправильным показаниям приборов и, как следствие, к искажению автоматической регулировки температур в процессе экструзии). Проверить диапазоны нагревателя, чтобы убедиться, что нагреватели прогреты до установленной температуры (температуру устанавливать в соответствии с применяемыми видами полимеров). Вскрыть крышку шнековой зоны и проверить работу каждого нагревателя по току и температуре. Сравнить температуры на шкафных термоконтроллерах и на зоне нагрева. После достижения нужной температуры проверить температуру в центре головы (дорна) и запустить главный двигатель. Нагреватели должны достигать установленной оператором температуры в заданное время; особенно важно это для экструзионной головки. В том случае, если экструдер начинает работать без предварительной проверки температуры, это может повлечь за собой повреждение агрегата, а также представляет серьезную опасность для оператора.
-
Проверить нагнетательный вентилятор на предмет обдува цилиндра.
-
Убедиться, что при замене сетки фиксатор остается зафиксированным должным образом. Обеспечить соосность отверстия в фиксаторе с отверстием в адаптере головки.
-
Проверить болты головки, поскольку в ходе транспортировки они могли ослабнуть. Кроме того, при помощи болтов можно регулировать толщину.
-
Надеть на намоточное устройство бумажную гильзу и приготовиться к началу работы, для тонких пленок во избежание проскальзывания намотать скотч на гильзу.
Рабочая установка рамы

Установка стабилизатора

Действия наладчиков при запуске оборудования
- Поднять опору натяжного устройства на необходимую высоту (при работе с полиэтиленом высокой плотности ПЭНД или пленкой большей толщины опора должна подниматься выше для лучшего охлаждения, а при работе с полиэтиленом низкой плотности ПЭВД опора может быть установлена ниже).
- Проверить все температурные настройки. Время прогрева оборудования зависит от габаритов головки и цилиндра, а также от марки сырья. Температурные интервалы переработки ПЭВД: 170-190°С; ПЭНД: 180-205°С. Затем загрузить полимер в загрузочный бункер и запустить главный двигатель экструдера. Вначале частота вращения главного двигателя должна составлять до 60 оборотов в минуту. После того, как полимер выдавлен из головки, следует увеличить скорость.
- Установить центральную колонну (стабилизатор) для полимеров ПЭНД (рис. 11). Высоту (h) установки стабилизатора считают равной 7-10 диаметрам кольцевой щели головки. Проверить целостность покрытия стабилизатора.
- Пропустить шнур или шпагат (тканый или полипропиленовый) через валы.
- Закрепить экструдат, выходящий из экструзионной головки, в петле на одном конце шпагата. Во избежание слипания рукава - начинать постепенный его раздув, после чего сомкнуть тянущие валы и протянуть экструдат валами.
- Включить тянущие валки.
- Уплотненную часть экструдера обрезать и убрать.
- Протягивая надутую пленку, проходящую через прижимной вал тянущего устройства, прижать вал при помощи пневматического переключателя и отрегулировать частоту вращения двигателя натяжного устройства таким образом, чтобы можно было протянуть пленку (рукав) без разрывов от экструзионной головки через вытяжное устройство и промежуточные направляющие ролики к бумажной гильзе на устройстве намотки. Первичная намотка производится на настроечную втулку.
- Далее накачивать внутрь рукава воздух не резко, а плавно, пока ширина пленки не достигнет необходимого размера, при этом следует отрегулировать объем нагнетания воздуха вентилятором так, чтобы охлаждение пленки соответствовало скорости экструзии. При чрезмерном раздуве рукава для уменьшения ширины пузыря следует проколоть пленку ножом и выпустить часть воздуха до достижения заданной ширины рукава. Изменяя скорость вытяжки, регулируют толщину пленки. После выхода на заданную толщину пленки при необходимости заложить фальцы нужного размера.
- Настроечный рулон составляет технологические потери при наладке пленки.
- Отрегулировать деревянную раму сжатия и устройство (клинья) для закладок. Рама должна быть выставлена точно по линейке таким образом, чтобы угол между сторонами рам был симметричным, а также был приблизительно равным углу клиньев для закладок (рис.10). Рекомендуется при переработке рукавной пленки на основе ПЭВД устанавливать раму выше для предотвращения слипания рукава, а при экструзии ПЭНД, соответственно, раму опустить ниже для избежания «гуляния» рукава из-за сквозняков.
- Установить рабочую втулку и производить намотку рулона.
- Намотка пленки в рулон должна осуществляться без складок, заломов и перекосов на всей ширине рукава. После работы экструдера в течение 4-5 часов, необходимо достать сетку и проверить ее на наличие металлических включений и целостность. Если они есть, выяснить причину их появления. Проверить весь тракт на наличие мест выдавливания материала.
Пленка должна быть однородной по своей структуре на всем диаметре и соответствовать требованиям ГОСТ 10354-82. Проверить качество пленки на поперечный и продольный раздув. Разнотолщинность проверять на всех участках рулона, отклонения не должны превышать ±5-10% (ГОСТ 10354-82). Измерить линейкой размер закладок и толщиномером (микрометром) толщину пленки. Для этого вырезать быстро, резким движением, не растягивая пленку, фрагмент длиной не менее 1 м. на участке перед намоточным рулоном и измерить его толщину по окружности и длине рукава. Сравнить полученные результаты с требованием ГОСТ 25951-83. В случаях (III) и (IV) оператор запускает оборудование самостоятельно и приступает к работе после достижения заданных значений температур в зонах цилиндра и головки экструдера.
Случай (IV) отличается от предыдущих тем, что оборудование останавливается на короткий период, в течение которого температура изменяется незначительно. Основная задача оператора - быстро очистить экструдер от старого сырья и перейти к выпуску продукции из новой партии сырья, получив при этом минимальное количество отходов.
Источник: Линия по производству рукавной пленки: инструкция пользователя. Лебедев П.Г., Лебедева Т.М., Митина Л.Н.
www.eximpack.com
Рукавная пленка - Большая Энциклопедия Нефти и Газа, статья, страница 3
Рукавная пленка
Cтраница 3
При изготовлении рукавных пленок нередко возникает необходимость встроить и приводить во вращение некоторые устройств. Применение трубчатого колена практически полностью исключает возможность использования таких устройств и приспособлений. [31]
При изготовлении рукавной пленки по методу раздувания иногда производится непрерывная и регулируемая с помощью дроссельного прибора подача воздуха внутрь рукава, чтобы удалить летучие составляющие и предотвратить образование конденсата на пленке, а также создать дополнительное охлаждение. [33]
Абсолютная толщина рукавной пленки из полиэтилена находится в пределах 0 02 - 0 2 мм. [35]
| Поперечный разрез плоско-щелевой головки для экструзии плоских пленок и листов. 7 - регулировочный болт, 2 - подвижная профилирующая губка, 3 - неподвижная губка, 4 - сужающийся щелевой зазор, л - - распределительный канал, G - капал, соединяющий головку с экстр у-дером, 7 - корпус головки.| Поперечный разрез угловой кольцевой головки для экструзии рукавных пленок. 1 - рукавная пленка, г - регулировочный болт, S, 7 - детали корпуса головки, 4 - переходник, s - канал для экструдируе-мого материала, в - рассекатель, s - каналы для сжатого воздуха, 9 - фланец, 10 - дорн, 11 - кольцевой канал, 12 - мундштук.| Поперечный разрез осевой кольцевой головки для экструзии труб. 1 - червяк, г - фильтрующая решетка, 3 - каналы для подачи сжатого воздуха, 4 - мундштук, S - дорн, 6 - втулка мундштука, 7 - нагреватели, 8 - регулировочный болт, 9 - рассекатель. [36] |
Для получения рукавной пленки применяют обычно угловую кольцс. [37]
При производстве рукавной пленки из экструдера выдавливается тонкостенная труба, в которую под небольшим давлением подается воздух, в результате чего труба раздувается и превращается в пленочный рукав. Пленка вытягивается в продольном направлении за счет разности между скоростью приемных валков и скоростью выхода материала из экструдера. Далее пленка сплющивается между двумя приемными валками и изматывается в виде мешка. [38]
Процесс производства рукавной пленки непрерывно совершенствуется, и в настоящее время в него внесен ряд изменений с целью упростить технологию и улучшить качество пленки. [39]
При производстве рукавной пленки расплав полимера выдавливается вверх через узкий кольцевой канал головки. Через центральную часть головки внутрь рукава подается воздух, раздувающий рукав до определенного размера ( фиг. Постоянство размеров раздутого рукава обеспечивается точным контролем давления подаваемого воздуха. [40]
Для раздува рукавной пленки иногда вместо воздуха применяют охлаждаемый металлический калибр ( фиг. Чтобы пленка легко перемещалась, калибр имеет обтекаемую форму. [41]
Схемы производства рукавной пленки методом экструзии через кольцевую головку и раздувки сжатым воздухом показаны на фиг. В промышленных установках для производства рукавной пленки обычно применяют раздувку рукава вверх или вниз. Горизонтальную раз-дувку применяют главным образом при небольшом диаметре рукава пленки, а также при лабораторных и исследовательских работах. Гранулятор с электродвигателем, вариатором и гранулирующей решеткой крепят непосредственно к фланцу экструдера. Кроме перечисленных способов применения, экструдеры применяют также для непрерывного питания вакуум-формовочных машин и каландров, а также для промежуточных процессов переработки пластмасс. [42]
При получении полиэтиленовой рукавной пленки используют головки как с центральным, так и с тангенциальным вводом расплава. [43]
В производстве полиэтиленовых рукавных пленок отбор пленочного рукава преимущественно вертикальный, снизу вверх. Отбор сверху вниз затрудняется тем, что рукав висит на пластической зоне, вытягиваясь под собственным весом. Но более равномерное распределение температур ( исключено влияние тепловыделений от экстру-дера) вдоль рукава и по его окружности дает возможность получить тонкие пленки с высокой степенью равнотолщинности именно при отборе рукава сверху вниз. [45]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Производство - рукавная пленка - Большая Энциклопедия Нефти и Газа, статья, страница 1
Производство - рукавная пленка
Cтраница 1
Производство рукавной пленки может быть организовано по трем схемам, предусматривающим вытяжку пленочного рукава вертикально вверх, вертикально вниз или горизонтально. [2]
Для производства однослойных двухцветных рукавных пленок на том же агрегате его оснащают сменной экструзионнои головкой, предназначенной для этих целей. Угловая кольцевая головка для производства однослойных двухцветных рукавных пленок ( рис. 12, б) имеет два формующих полукольцевых канала / и 2 ( 1 - центральный кольцевой канал, 2 - наружный), по которым окрашенные в различные цвета расплавы направляются в выходной кольцевой зазор 3, где свариваются и откуда изделие в виде однослойного двухцветного рукава выходит наружу. Однако и в этом случае подобие вязкостных свойств используемых расплавов является необходимым условием переработки. [4]
Схемы производства рукавной пленки методом экструзии через кольцевую головку и раздувки сжатым воздухом показаны на фиг. В промышленных установках для производства рукавной пленки обычно применяют раздувку рукава вверх или вниз. Горизонтальную раз-дувку применяют главным образом при небольшом диаметре рукава пленки, а также при лабораторных и исследовательских работах. Гранулятор с электродвигателем, вариатором и гранулирующей решеткой крепят непосредственно к фланцу экструдера. Кроме перечисленных способов применения, экструдеры применяют также для непрерывного питания вакуум-формовочных машин и каландров, а также для промежуточных процессов переработки пластмасс. [5]
Процесс производства рукавной пленки непрерывно совершенствуется, и в настоящее время в него внесен ряд изменений с целью упростить технологию и улучшить качество пленки. [6]
При производстве рукавной пленки расплав полимера выдавливается вверх через узкий кольцевой канал головки. Через центральную часть головки внутрь рукава подается воздух, раздувающий рукав до определенного размера ( фиг. Постоянство размеров раздутого рукава обеспечивается точным контролем давления подаваемого воздуха. [7]
При производстве рукавной пленки из экструдера выдавливается тонкостенная труба, в которую под небольшим давлением подается воздух, в результате чего труба раздувается и превращается в пленочный рукав. Пленка вытягивается в продольном направлении за счет разности между скоростью приемных валков и скоростью выхода материала из экструдера. Далее пленка сплющивается между двумя приемными валками и изматывается в виде мешка. [8]
В производстве полиэтиленовых рукавных пленок отбор пленочного рукава преимущественно вертикальный, снизу вверх. Отбор сверху вниз затрудняется тем, что рукав висит на пластической зоне, вытягиваясь под собственным весом. Но более равномерное распределение температур ( исключено влияние тепловыделений от экстру-дера) вдоль рукава и по его окружности дает возможность получить тонкие пленки с высокой степенью равнотолщинности именно при отборе рукава сверху вниз. [10]
В настоящее время для производства рукавной пленки рекомендуются адиабатические экструдеры, характерной особенностью которых является автотермической обогрев благодаря большой окружной скорости червяка, что требует сложного привода. Внешний обогрев необходим лишь в начальной стадии процесса, а при работе достаточно воздушного охлаждения. [11]
Такие головки применяются в производстве рукавных пленок. [13]
Технические характеристики отечественных установок для производства рукавной пленки приведены в табл. VI.5. Там же указаны характеристики установки АПП-20-200 для производства плоской пленки. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Производство - рукавная пленка - Большая Энциклопедия Нефти и Газа, статья, страница 2
Производство - рукавная пленка
Cтраница 2
В конструкциях новых машин для производства рукавных пленок применяют вращающиеся или осциллирующие узлы ( цилиндр, головка, охлаждающее кольцо, тянущее устройство), что значительно уменьшает разнотолщинноеть пленки. Для повышения рабочих скоростей экструзии толстых пленок осуществляют одновременную-экструзию нескольких рукавов, а также используют червячное устройство с зонами декомпрессии и интенсивного сдвига, что исключает перегрев материала при увеличении числа оборотов шнека. В ФРГ для производства выдувных пленок разработаны вертикальные экструдеры, занимающие меньше производственной площади по сравнению с обычными установками. [16]
Фактором, ограничивающим производительность процесса производства рукавной пленки, является ее охлаждение. Пленка должна быть охлаждена до такой степени, чтобы предотвратить сцепление или склеивание двух полотен рукава под давлением, развиваемым тянущими роликами. Так как линейная скорость движения пленки не зависит от диаметра рукава, то при уменьшении диаметра снижается производительность процесса. Поэтому для производства узких руказов применяют небольшие машины с диаметром червяка до 40 мм, а для широкой пленки - экструдеры большого диаметра. [17]
В некоторых агрегатах приемное оборудование для производства рукавной пленки устанавливаемся гак, что пленка принимается вертикально вниз. При такой схеме экструдер находится на стальной эстакаде или на верхнем перекрытии. [18]
Указанные фильтры находят широкое применение в производстве рукавной пленки, что сокращает время простоя обору дования и снижает отходы полимерного материала. [19]
Приборы, регулирующие и записывающие давление воздуха-при производстве рукавной пленки. [20]
Описан агрегат с экструдером диаметром 88 9 мм для производства рукавной пленки с выдавливанием вертикально вверх. [21]
Другой областью применения экструзии, имеющей большое промышленное значение, является производство рукавных пленок. Большое количество полимерных пленок производится этим способом. По этому методу пленка экструдируется в виде тонкостенного рукава вертикально вверх или вниз. Внутрь рукава по воздухопроводу нагнетается воздух, который удерживается внутри, так как рукав сжимается и герметизируется сверху парой тянущих роликов, установленных сразу за сжимающими плитами. Благодаря этому рукав раздувается в большой пузырь. [22]
Для изготовления плоских пленок используются обычные червячные прессы, применяемые при производстве рукавных пленок снабженное поворотными головками, но с прямой профилирующей щелью, а также устройствами для охлаждения расплава, вытяжки и намотки пленки. [24]
На рис. 13.20, в показан спиральный дорн, наиболее часто используемый при производстве рукавных пленок с раздувом. Эта конструкция является наиболее гибкой и обеспечивает равномерное распределение расхода, скоростей сдвига и температур, а на экстру-дате отсутствуют линии сварных швов. Питание производится через специальные питающие отверстия. Через эти отверстия расплав поступает в спиральные каналы, нарезанные на поверхности дорна. [26]
На рис. 4.51 и 4.52 представлены головки для нанесения покрытий на кабели или провода и для производства рукавных пленок. В таких головках дорн крепится к специальному полому стержню, имеющему возможность осевого перемещения. В этих головках происходит боковое питание расплавом, а между дорном и корпусом головки имеется распределительный канал, предназначенный для обеспечения равномерного подвода расплава полимера к оформляющей щели. При этом возникает проблема выравнивания линейных скоростей потока по периметру оформляющей щели. [28]
Экструзию пленки осуществляют через формующие головки двух типов: плоскощелевую для получения пленки в виде ленты и с кольцевым зазором для производства рукавной пленки [ 50, с. Скорость движения вытягивающих устройств должна регулироваться в широком диапазоне, при этом необходимо предусмотреть систему быстрого охлаждения с помощью охлаждающих валиков или водяной ванны. Для экструзии применяют ТФП с более высокой вязкостью расплава, чем при переработке литьем под давлением. [29]
Страницы: 1 2 3 4
www.ngpedia.ru





.jpg)


