

Методика анализа и выбора стретч-пленки (часть 1-я). Прочность пленки при растяжении в продольном направлении
Механические свойства пленочных материалов
Начало применения пленочных материалов при изготовлении изделий из кожи относится к последним десятилетиям. Поэтому эти материалы еще недостаточно изучены и для характеристики их свойств применяют в основном те же показатели, что и для характеристики искусственных материалов III класса: предел прочности при растяжении, удлинение при разрыве, жесткость, морозостойкость.
Характерной особенностью пленочных материалов является сильная зависимость показателей их свойств от исходного вещества и методов их изготовления.
Для определения механических свойств пленочных материалов применяются главным образом испытания на прочность при растяжении и на раздир. Эксплуатационные свойства пленок характеризуются показателями износостойкости и ударной прочности.
Прочность при растяжении пленочных материалов определяется аналогично испытаниям других искусственных материалов и характеризуется показателями: предел прочности, предел текучести и удлинение при разрыве. Типичная кривая деформации пленочных материалов показана на рис. 53. На первоначальном участке АБ деформация в основном носит упругий (обратимый) характер. Однако уже и в этой области наблюдается незначительная остаточная деформация. В точке Б начинается холодное течение образца (предел текучести) с появлением так называемой «шейки».
Рис. 53. Типичная кривая растяжения пленок.
Процесс течения образца происходит при практически постоянном напряжении; в этой области БВ происходит ориентация цепей полимера в направлении действия нагрузки, выражающаяся в постепенном увеличении длины шейки при неизменном поперечном сечении ее. С точки В начинается упругая деформация полностью ориентированного образца, при этом вновь начинает возрастать напряжение, и в точке Г происходит разрушение. Характер кривой деформации меняется с изменением температуры, как это видно на рис. 54, на примере полиэтиленовой пленки. При этом наблюдается резкое снижение предела прочности и предела текучести. Для других пленок наблюдается аналогичная картина. Показатели свойств при растяжении различных пленок приведены в таблицах раздела 30; 31; 32.
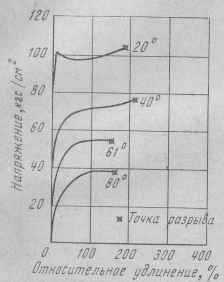
Рис. 54. Изменение характера кривой растяжения полиэтиленовых пленок при измерении температуры испытания.
Таблица 31
Типичные свойства полиэтиленовых пленок
| Показатели | Пленка из полиэтилена | ||
| высокого давления | среднего давления | низкого давления | |
| Плотность, г/см3 | 0,92-0,93 | 0,96-0,97 | 0,94-0,96 |
| Температура плавления, °С | 108-110 | 127-130 | 120-134 |
| Степень кристалличности, % | 53-67 | 85-93 | 80-90 |
| Предел прочности при растяжении, кгс/см2 | 120-160 | 270-330 | 220-350 |
| Относительное удлинение, % | 150-600 | 200-400 | 200-900 |
| Предел текучести, кгс/см2 | 100-110 | 250-300 | 200-250 |
| Модуль упругости, кгс/см2 | 1500-2500 | 8000-10500 | 5500-8000 |
| Твердость по Брюнелю, кгс/мм2 | 1,4-2,5 | 5,6-6,5 | 4,5-5,8 |
| Температура хрупкости, °С | -70 | -70 | -70 |
| Удельная теплоемкость при 25° С, кал/г °С | 0,50-0,68 | 0,53-0,58 | 0,55 |
| Водопоглощение за 30 суток, при 20° С, % | 0,04 | 0,01 | 0,03-0,04 |
При оценке этих показателей нужно сказать, что предел прочности и относительное удлинение при разрыве мало характеризуют эксплуатационные свойства пленок, но для сравнительного анализа они чрезвычайно ценны.
Важным показателем является предел текучести. На примере табл. 31 видно, что предел текучести на 15-30% ниже предела прочности. И более правильно характеризовать прочностные свойства пленок именно пределом текучести.
Большинство пленок, в особенности полиэтиленовые, при напряжениях ниже разрушающих при длительно действующих нагрузках проявляют ползучесть, т. е. с течением времени деформируются. Эти значения при высоких напряжениях могут достичь критической величины и привести к разрушению изделия. Возрастание температуры и увеличение прилагаемого напряжения приводит к увеличению скорости ползучести и более быстрому разрушению изделия.
Это нужно помнить при конструировании изделий и в случае сильно напряженной конструкции применять различные укрепляющие детали.
Показатель прочности на раздир особенно важен для пленок. Существующий метод определения сопротивлению раздиру разработан для резины, но может применяться и для пленок. Согласно ему, образец в форме подковки имеет надрезы (рис. 55). При растяжении на динамометре по одному из надрезов идет поперечный разрыв образца.
Сопротивление раздиру вычисляется по формуле
σz = Р / h [кгс/мм],
где Р - нагрузка, вызвавшая раздирание образца по месту надреза, кгс;
h - толщина образца, мм.
Рис. 55. Образец для определения сопротивления материала раздиранию.
Сопротивление раздиру выше у пленок с более равномерными свойствами в продольном и поперечном направлении. Сильная продольная ориентация пленки в процессе изготовления способствует снижению прочности на раздир.
Ударная прочность. Устойчивость пленок к ударному воздействию имеет большое значение для изделий из кожи, особенно для сумочных изделий. За количественную меру ударной прочности принимается вес такого падающегося на пленку груза, который вызывает разрушение 50% испытуемых образцов (эта величина обозначается F50). Или за характеристику принимают вес груза, при воздействии которого разрушается не более 1% всех пленок (величина F1).
Сильно влияет на ударную прочность температура переработки полимера. Жесткий полиэтилен (с плотностью 0,929) при повышении температуры переработки дает пленку более высокого качества. Для мягкого полиэтилена (с плотностью 0,918) оптимальная температура переработки находится ниже.
Меньшая ударная прочность пленки на сгибе по сравнению с прочностью посередине обязательно должна учитываться при конструировании изделий.
Ударная прочность может несколько уменьшаться при хранении. Однако заметные изменения прочности происходят только в первые 20-30 ч после изготовления пленки; дальнейшее уменьшение прочности практически незаметно.
www.otkani.ru
Относительное удлинение - пленка - Большая Энциклопедия Нефти и Газа, статья, страница 1
Относительное удлинение - пленка
Cтраница 1
Относительное удлинение пленки при разрыве определяют на разрывной машине для испытания резины марки РМЙ-5 ( ГОСТ 7762 - 74) при скорости движения нижнего зажима 50 мм / мин. На шкале, отградуированной в мм, отмечаются стрелками положения верхнего и нижнего зажимов динамометра в момент закрепления пленки. Длину пленки вычисляют по разности показаний шкалы. [1]
Относительное удлинение пленки при разрыве определяют ня разрывной машине марки РМИ-5 ( ГОСТ 7762 - 74) для испытания резины при скорости движения нижнего зажима 50 мм / мин. На шкале, отградуированной в мм, отмечаются стрелками положения верхнего и нижнего зажимов динамометра в момент закрепления пленки. Длину пленки вычисляют по разности показаний шкалы. [2]
Расчет относительного удлинения пленки при изгибании вокруг стержней различного диаметра, принятых в шкале эластичности НИИЛК57, производят следующим образом. [4]
Прочность и относительное удлинение пленок могут меняться в широких пределах в зависимости от природы и количества используемого пластификатора [ 106, с. Пленки из пластифицированного ПВС имеют большую гигроскопичность, чем из непластифицированного. При содержании пластификатора до 40 % ( масс.) пленки не запотевают [142], это их свойство используется в технике для защиты оптических изделий. [6]
При определении относительного удлинения пленки проводят 10 определений. За результат испытания принимают среднее арифметическое из 10 определений. [7]
Разрывную прочность и относительное удлинение пленок определяли на разрывной машинэ М-20 при скорости растяжения 10 мм / сек. [9]
Прочность на разрыв и относительное удлинение пленок определяют на разрывной машине ( например, типа РМИ-5) [267] или на динамометре Поляньи ( рис. 55), причем последний прибор позволяет оценивать наряду с прочностными характеристиками статический и динамический модуль упругости материала пленки. [11]
С введением пигментов заметно снижается относительное удлинение пленок. Чтобы его величина при разрыве была не менее 400 %, в полиэтилен следует вводить не более 2 - 3 % об. сажи и двуокиси титана или не более 5 % об. окиси цинка. [12]
Прочность пленки при растяжении и относительное удлинение пленки при растяжении в момент разрыва определяют по ГОСТ 18299 - 72 на разрывных машинах типа РМИ 5 ( ГОСТ 7762 - 74) при скорости движения нижнего зажима 50 мм / мин и длине рабочей части образца 50 мм. [13]
Прочность пленки при растяжении и относительное удлинение пленки при растяжении в момент разрыва определяют по ГОСТ 18299 - 72 на разрывных машинах типа РМИ 5 ( ГОСТ 7762 - 74) при скорости движения нижнего зажима 50 мм / мин и длине рабочей части образца 50 мм. [14]
Предел прочности при растяжении и относительное удлинение пленок, из которых после 4 недель хранения при комнатной температуре выпотело значительное количество адипата, остается без изменений. Это наблюдение подтверждает, что в пленках из поливинилхлорида адипат является только разбавителем фталата. Предел прочности при растяжении таких пленок равен 1 3 кгс / мм. Температура хрупкости колеблется от - 35 до - 40 С. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Механическая прочность полиэтиленовых пленок - Справочник химика 21
из "Полиэтилен переработка и применение "
Полиэтиленовая пленка должна обладать высокой механической прочностью. Плоскостная ориентация цепных молекул полиэтилена в пленке благоприятно влияет на механическую прочность ее сравнительно с прочностью того же полиэтилена, например в виде прессованных пластин. В процессе раздувания на полиэтиленовый рукав действуют взаимно перпендикулярные ориентационные усилия продольной вытяжки (валками) и поперечной раздувки (замкнутым объемом воздуха). При этом предел прочности пленки на разрыв увеличивается до 140—200 кг1см при исходной прочности материала ПО— 140 кг/смР-. [c.132] Повышение кондиционной прочности пленки, например со 120 до 160 кг/см , позволит снизить расход материала на изделие на 25%, так как при этом настолько же снижается и минимальная допустимая толщина пленки в изделии. [c.132] Изученные Андерсоном и Морфиттом влияния для высокомолекулярного полиэтилена высокого давления показали, что предел текучести и предел прочности полиэтиленовой пленки увеличиваются с понижением температуры испытания [33]. [c.133] Относительное удлинение и работа разрыва с понижением температуры снижаются. Аналогичное влияние оказывают и скорость растяжения пленки при испытании. При повышении скорости растяжения точка стеклования Т полиэтилена перемещается к более высоким температурам. [c.133] Температура и скорость растяжения оказывают большое влияние на механические свойства полиэтиленовой пленки. Эти зависимости были изучены на пленках, полученных из высокомолекулярного полиэтилена высокого давления фирмы Бакелит ОРО 5500 [33]. Для исследования был разработан и использован специальный прибор, позволявший производить испытания при скоростях растяжения от 54 до 2682 мм/мин при температурах от +30 до —70°. Испытания при низких температурах проводились в камере, через которую циркулировал воздух, охлаждавшийся смесью сухого льда и изопропилового спирта. [c.134] Результаты испытаний механических свойств пленок в продольном и поперечном направлениях представлены в табл. 18. [c.134] Примечание. Данные получены на специально разработанном Андерсоном и Морфиттом приборе, который дает, по-видимому, более высокие результаты по сравнению с результатами обычных испытаний. [c.135] В области низких температур большие скорости растяжения резко уменьшают значение относительного удлинения при разрыве. При температуре —70° и скорости растяжения 2682 предел прочности почти совпадает с нижним пределом текучести и, таким образом, оказывается ниже максимального значения предела текучести. [c.135]Вернуться к основной статье
chem21.info
| По данным одного из крупнейших мировых поставщиков стретч-пленок (рис .1) — компании MDA — наиболее популярным у производителей является поливной способ производства стретч-пленок. На долю поливной пленки приходится до 70% (2,55 млн тонн) от совокупного объема производства. Соответственно доля выдувной пленки составляет 30%. | ||
Примечание/Механизм влияния |
Оценка влияния и свойство, на которое оказывается воздействие |
Параметр производства |
| А. Структурные особенности полимерного сырья (ПЭ), используемого на производстве | ||
| 1. Плотность полимера | Влияет на глянец и прочностные показатели пленки. При увеличении плотности полимера растет его жесткость | Небольшое увеличение плотности полимера способствует более упорядоченной структуре. Прочность при растяжении пленки, как считается, зависит в основном от индекса расплава, но кажущаяся хрупкость определяется преимущественно плотностью полимера: чем выше плотность, тем более хрупка пленка. |
| 2. Кристалличность полимера | Вызывает мутность пленки | В принципе, плотность можно считать как меру кристалличности ПЭ. Мутность ПЭ связана с природой полимера (с надмолекулярной структурой), однако ударное охлаждение может дать почти прозрачную пленку (см. п. 8Б) |
| 3. Индекс расплава | С уменьшением ИР увеличивается прочность при растяжении, прочность на разрыв, термостойкость и ударная прочность, но затрудняются условия переработки | На все перечисленные свойства оказывает влияние молекулярная масса полимера. С ее увеличением соответственно увеличивается длина молекулярной цепи, приводящая в случае линейности (имеется в виду либо линейная структура, либо, если это ПЭНП, то сокристаллизованные ответвления полимера на стадии передачи цепи) к более упорядоченной надмолекулярной структуре. |
| Б. Производственные факторы, непосредственно влияющие на свойства пленки
К ним относятся параметры, которые можно регулировать на машине. Изменить параметры можно путем установления на компьютере, соединенного с машиной, новых значений протекающего процесса. |
||
| 1. Составление композиции готовой пленки с подбором процентного соотношения полимеров по слоям пленки | От данного этапа производства зависят практически все свойства готового материала, особенно прочностные | Примечание: правильно составить композицию пленки относительно требуемых эксплуатационных свойств возможно, лишь проведя ряд экспериментов, тем самым обеспечив лабораторию данными, необходимыми для дальнейшего проведения процесса. При налаженном производстве технолог использует информацию предыдущих опытов: рецепты и компьютерные данные, снятые в режиме производства, с наилучшими качественными показателями свойств пленки. В зависимости от композиции и плотности сырья ПЭ, использованного на каждом слое, будет зависеть температура переработки, а также оптические свойства материала и ударная прочность. |
| 2. Точность дозирования гранулы на стадии подачи ее в экструдеры | В зависимости от соотношения компонентов слоев изменяются свойства пленки, особенно прочностные | В случае отклонения весовых долей по слоям от заданного значения возникает дисбаланс всего технологического процесса |
| 3. Зональная температура перерабатываемого материала в экструдере, конструктивные особенности экструдеров | Повышение температуры перерабатываемого материала ведет к увеличению глянца и снижению мутности. С ростом температуры ударная прочность растет, но при этом снижается прочность при растяжении в продольном направлении. Повышение температуры расплава снижает тенденцию к «сморщиванию» (см. п.10Б) | По мере того, как расплав становится более горячим и текучим, молекулы получают больше времени для распрямления и в результате получается гладкая пленка с хорошим блеском и низкой мутностью. Понятно, что чем длиннее экструдер, тем более полно происходит гомогенизация расплава и переход его в вязкотекучее состояние, но нельзя забывать и об опасности термической деструкции при несоблюдении температурных режимов. Хотя для ПЭ данное явление мало вероятно, но в отдельных микрообъемах полимера возможна реализация любых деструктивных процессов. Повышение ударной прочности связано с тем, что достигается лучший баланс ориентации в обоих направлениях. ЛПЭНП проявляет более сильную тенденцию к ориентации, чем ПЭНП, и ориентируется в большей степени в продольном, а не поперечном направлении, то есть дает расщепление. |
| 4. Рабочие характеристики фильтра | В случае засорения фильтра ухудшаются оптические и прочностные свойства материала, а также внешний вид пленки | Пропускание «кусочков» скоагулированного полимера нарушает целостность структуры пленки, тем самым создает опасность засорения плоскощелевой головки и обрыва пленки |
| 5. Работоспособность блока соэкструзии | В принципе, как и в вышеперечисленных пунктах, данная составляющая процесса определяет структурные особенности пленки. Особенно важно на данном этапе построения параметрических составляющих процесса правильно задать скорость и температуру соэкструзии | |
| 6. Температура и величина зазора в плоскощелевой головке | Хотя и нет непосредственной зависимости толщины пленки от щелевого зазора головки, но, как правило, малые калибры требуют малых зазоров, и наоборот. Температура головки влияет на степень однородности пленки и скорость вытекания ее на поливной барабан | Для изготовления пленки толщиной 25-27 мкм ширина зазорадолжна быть около 0,5 мм. Обычно одна из губок головки регулируется винтами, поэтому зазор можно менять. Температура головки и полимера в канале головки достигает 300°С. Важно поддерживать однородность температуры расплава. Головка всегда имеет несколько зон нагрева. Для сведения к минимуму вариации температуры и флуктуации качества пленки температура вдоль головки должна выдерживаться в жестких пределах с точностью до 1°С |
| 7. Скорость движения пленки и охлаждения пленки на валках | Увеличение скорости пленки ведет к ухудшению оптических свойств — усилению мутности и снижению глянца. Происходят изменения мутности материала | Снижается тенденция молекул к ориентации, и концы молекул полимера, выступая наружу, создают неровную поверхность. Чем быстрее охлаждается пленка на пути от головки экструдера до линии кристаллизации, тем меньше мутность, связанная с кристаллизацией, и тем больше мутность из-за неоднородности потока |
| 8. Температура поливного барабана и охлаждающих валков | Снижение температуры охлаждающего валка повышает одновременно прозрачность и глянец пленок из ПЭВП. С падением температуры охлаждающих валков ударная прочность возрастает. Уменьшение температуры охлаждающего валка способствует «сморщиванию» (см. п.10Б) | Это явление опять же связано с реализацией процесса кристаллизации, заключающегося здесь в том, что снижается вероятность образования излишне крупносфералитной структуры проявления. А также исключается проявление флуктуации поверхностной структуры пленки |
| 9. Установление расстояния вытяжки | На прочностные и оптические свойства пленки (опять же из-за кристаллизации) оказывает влияние расстояние между экструзионной головкой и охлаждающим валком. Оптимальное для получения хорошей пленки расстояние вытяжки зависит от размера оборудования и производительности, поэтому его нужно определять экспериментально. Как правило, оптимальное расстояние может варьироваться от 1 - 2 дюймов (2,54 - 5,08 см) на лабораторном оборудовании до 12 дюймов и более (30,48 см) в условиях реального производства | |
| 10. Установление линии кристаллизации на поливном барабане | Увеличение высоты линии кристаллизации приводит к увеличению глянца и снижению мутности. «Сморщивание» | Это связано с тем, что положение концов молекул изменяется по мере варьирования данного технологического параметра. До определенной величины молекулы ПЭ ориентируются, и исключается вероятность создания неровности поверхностного рельефа. Однако при превышении этой точки глянец уменьшается, а мутность соответственно увеличивается. «Сморщивание» вызывается неровностью линии кристаллизации на поливном барабане, что влечет вариации плотности в продольном направлении. Подобные различия плотности вызывают изменения длины, которые проявляются в виде небольших вздутий или складок. Повышение температуры расплава снижает тенденцию к «сморщиванию», тогда как уменьшение температуры охлаждающего валка способствует ей. |
| 11. Точность позиционирования и установки толщиномера на линии | Основная функция толщиномер понятна — это измерение толщины вырабатываемой пленки по всей ее ширине. Ведь при разнотолщинности пленки в последующем возникает ряд неприятностей, приводящих даже к отбраковыванию целых партий, так как данная пленка не будет отвечать предъявленным ей требованиям качества. Наличие автоматизированной системы на производстве практически исключает вероятность такого развития событий. Это связано с тем, что толщиномер выдает в режиме online значение толщины, и при отклонениях, даже малейших, включается сигнализация и осуществляется перерегулировка оборудования, отвечающего за данный показатель, а именно, скорость движения пленки и зазор в плоскощелевой головке | |
12. Система шанжирования, намоточная станция, утилизатор кромок |
Обеспечивает равномерную динамику процесса намотки пленки на шпули за счет микроперемещений пленки по эксцентриситету балки, тем самым создавая на боковых срезах ролла идеально ровную поверхность, что говорит о высоком качестве системы |
|
 |
Определяемые на предприятиях характеристики стретч-пленки представлены в табл. 2.
 |
Пункты 1 и 2 в табл. 2 считаются номинальными, так как по согласованию с заказчиком допускается изготавливать пленку другой толщины, ширины и длины.
Для реалистичности изложения материала были отобраны четыре образца пленки различных производителей, исследованы в лаборатории, одновременно проводилось сопоставление исследуемых образцов между собой с целью выявления недостатков с точки зрения технологического процесса.
Принят следующий алгоритм анализа свойств стретч-пленки:
- Получение экспериментальных данных
- Сортировка данных по убыванию показателей каждого образца.
- Определение % превышения наименьшего допустимого значения (для наглядности в виде полотна пленки с распределением направлений и позиционированием каждого полученного показателя).
- Аргументация большего или меньшего значения показателя.
- Определение связи с технологическими параметрами и определение влияния данного показателя на другие свойства.
Определение толщины пленки
Измерения средней толщины пленки осуществляются непосредственно и никаких трудностей не представляют. Точное измерение толщины пленки имеет большое значение, поскольку некоторые свойства, такие как прочность при растяжении, предельное растяжение при разрыве, ударная прочность и стойкость к распространению трещин сильно зависят от толщины образца. Обычно толщина пленки составляет несколько десятков микрон. Толщину пленки измеряют микрометром.
Определение ширины намотки пленки
Ширину пленки измеряют металлической линейкой или металлической рулеткой по ГОСТ 7502. ГОСТ 427 распространяется на измерительные металлические линейки с пределами измерений до 3000 мм, с ценой деления 1 мм.
Определение прочности при растяжении и относительного удлинения
Прочность и относительное удлинение пленки при разрыве определяют по ГОСТ 14236 на 5 образцах.
ГОСТ 14236 распространяется на полимерные пленки и пленочные материалы толщиной до 1 мм и устанавливает метод испытания на растяжение.
Метод основан на растяжении испытуемого образца с определенной скоростью деформирования для определения показателей прочности при растяжении и значения относительного удлинения.
Настоящий стандарт не распространяется на пленки, изготовленные из армированных материалов или имеющие неровную поверхность. В качестве лабораторного оборудования применяется разрывная машина.
Экспериментальные значения обработаны и приведены в табл. 3 в соответствии с ГОСТ 14236, содержащем следующую методику и терминологию (выдержка из ГОСТа).
***
Продолжение статьи «Методика анализа и выбора стретч-пленки» будет опубликовано 27 мая 2008 г.
Журнал Packaging R&D
Смотрите также:
Дополнительная информация по теме «Методика анализа и выбора стретч-пленки (часть 1-я)»:
www.inpolimer.ru
прочность при растяжении в продольном направлении
прочность при растяжении в продольном направлении nwood. Längsfestigkeit
Универсальный русско-немецкий словарь. Академик.ру. 2011.
- прочность при растяжении в горячем состоянии
- прочность при сбрасывании
Смотреть что такое "прочность при растяжении в продольном направлении" в других словарях:
прочность при растяжении — в продольном (поперечном) направлении RLR (RTR): максимальное растягивающее усилие при одноосном растяжении образца в направлении длины (ширины) материала с постоянной скоростью растяжения, отнесенное к ширине образца (выражается в кН/м,… … Словарь-справочник терминов нормативно-технической документации
прочность — 3.19 прочность : Свойство затвердевшего строительного раствора, не разрушаясь воспринимать различные виды нагрузок и воздействий. [ГОСТ 4.233 86, приложение 2] Источник … Словарь-справочник терминов нормативно-технической документации
ОДМ 218.5.002-2008: Методические рекомендации по применению полимерных геосеток (георешеток) для усиления слоев дорожной одежды из зернистых материалов — Терминология ОДМ 218.5.002 2008: Методические рекомендации по применению полимерных геосеток (георешеток) для усиления слоев дорожной одежды из зернистых материалов: BR ширина рулона; Определения термина из разных документов: BR eLRmax (eTRmax)… … Словарь-справочник терминов нормативно-технической документации
ЦЕЛЛОФАН — пленка, формуемая из щелочных р ров ксантогената целлюлозы (вискозы). Для формования обычно используют вискозу со сроком созревания ок. 90 ч. Прозрачная пленка Ц. содержит до 12% воды и ок. 11% глицерина, толщина ее 20 50 мкм, масса 1 м 3 30 100… … Химическая энциклопедия
Пороки древесины — У этого термина существуют и другие значения, см. Порок. Пороки древесины это особенности и недостатки древесины, как всего ствола дерева, так и отдельных его участков, ухудшающие её свойства и ограничивающие возможности её использования.… … Википедия
snip-id-48035: Автомобильные дороги. Использование синтетических материалов в слоях дорожных конструкций и земляном полотне. Тематическая подборка — Терминология snip id 48035: Автомобильные дороги. Использование синтетических материалов в слоях дорожных конструкций и земляном полотне. Тематическая подборка: 2.5. Волоконные маты . Конструкции укрепления с использованием волоконных матов,… … Словарь-справочник терминов нормативно-технической документации
длина — 3.1 длина (length) l: Наибольший линейный размер лицевой грани измеряемого образца. Источник: ГОСТ Р ЕН 822 2008: Изделия теплоизоляционные, применяемые в строительстве. Методы измерения длины и ширины … Словарь-справочник терминов нормативно-технической документации
ширина — 3.11 ширина (width): Размер самой длинной кромки карты. Источник: ГОСТ Р ИСО/МЭК 15457 1 2006: Карты идентификационные. Карты тонкие гибкие. Часть 1. Физические характеристики … Словарь-справочник терминов нормативно-технической документации
максимальная — максимальная: Максимально возможная длина ЗО, в пределах которой выполняются требования настоящего стандарта и технических условий (ТУ) на извещатели конкретных типов, Источник: ГОСТ Р 52651 2006: И … Словарь-справочник терминов нормативно-технической документации
РОДЫ — РОДЫ. Содержание: I. Определение понятия. Изменения в организме во время Р. Причины наступления Р..................... 109 II. Клиническое течение физиологических Р. . 132 Ш. Механика Р. ................. 152 IV. Ведение Р.................. 169 V … Большая медицинская энциклопедия
толщина — 3.1 толщина (thickness) d: Линейный размер, измеряемый перпендикулярно к лицевым граням изделия. Источник: ГОСТ Р ЕН 823 2008: Изделия теплоизоляционные, применяемые в строительстве. Методы измерения толщины 3.3 тол … Словарь-справочник терминов нормативно-технической документации
universal_ru_de.academic.ru
Как правильно выбрать стрейч (стретч) пленку
По данным одного из крупнейших мировых поставщиков стретч-пленок (рис .1) — компании MDA — наиболее популярным у производителей является поливной способ производства стретч-пленок. На долю поливной пленки приходится до 70% (2,55 млн. тонн) от совокупного объема производства. Соответственно доля выдувной пленки составляет 30%.
Эти данные объясняются, прежде всего, отличием пленки в качественных показателях. У поливной пленки они выше. Поэтому влияние параметров производства будем рассматривать на примере пленки, полученной поливным способом.
В табл. 1 представлено влияние составляющих технологического процесса на основные свойства пленки. Рассмотрение параметров будет строиться по принципу иерархического построения задач на предприятии.
Примечание/Механизм влияния | Оценка влияния и свойство, на которое оказывается воздействие | Параметр производства |
| А. Структурные особенности полимерного сырья (ПЭ), используемого на производстве | ||
| 1. Плотность полимера | Влияет на глянец и прочностные показатели пленки. При увеличении плотности полимера растет его жесткость | Небольшое увеличение плотности полимера способствует более упорядоченной структуре. Прочность при растяжении пленки, как считается, зависит в основном от индекса расплава, но кажущаяся хрупкость определяется преимущественно плотностью полимера: чем выше плотность, тем более хрупка пленка. |
| 2. Кристалличность полимера | Вызывает мутность пленки | В принципе, плотность можно считать как меру кристалличности ПЭ. Мутность ПЭ связана с природой полимера (с надмолекулярной структурой), однако ударное охлаждение может дать почти прозрачную пленку (см. п. 8Б) |
| 3. Индекс расплава | С уменьшением ИР увеличивается прочность при растяжении, прочность на разрыв, термостойкость и ударная прочность, но затрудняются условия переработки | На все перечисленные свойства оказывает влияние молекулярная масса полимера. С ее увеличением соответственно увеличивается длина молекулярной цепи, приводящая в случае линейности (имеется в виду либо линейная структура, либо, если это ПЭНП, то сокристаллизованные ответвления полимера на стадии передачи цепи) к более упорядоченной надмолекулярной структуре. |
| Б. Производственные факторы, непосредственно влияющие на свойства пленки К ним относятся параметры, которые можно регулировать на машине. Изменить параметры можно путем установления на компьютере, соединенного с машиной, новых значений протекающего процесса. | ||
| 1. Составление композиции готовой пленки с подбором процентного соотношения полимеров по слоям пленки | От данного этапа производства зависят практически все свойства готового материала, особенно прочностные | Примечание: правильно составить композицию пленки относительно требуемых эксплуатационных свойств возможно, лишь проведя ряд экспериментов, тем самым обеспечив лабораторию данными, необходимыми для дальнейшего проведения процесса. При налаженном производстве технолог использует информацию предыдущих опытов: рецепты и компьютерные данные, снятые в режиме производства, с наилучшими качественными показателями свойств пленки. В зависимости от композиции и плотности сырья ПЭ, использованного на каждом слое, будет зависеть температура переработки, а также оптические свойства материала и ударная прочность. |
| 2. Точность дозирования гранулы на стадии подачи ее в экструдеры | В зависимости от соотношения компонентов слоев изменяются свойства пленки, особенно прочностные | В случае отклонения весовых долей по слоям от заданного значения возникает дисбаланс всего технологического процесса |
| 3. Зональная температура перерабатываемого материала в экструдере, конструктивные особенности экструдеров | Повышение температуры перерабатываемого материала ведет к увеличению глянца и снижению мутности. С ростом температуры ударная прочность растет, но при этом снижается прочность при растяжении в продольном направлении. Повышение температуры расплава снижает тенденцию к «сморщиванию» (см. п.10Б) | По мере того, как расплав становится более горячим и текучим, молекулы получают больше времени для распрямления и в результате получается гладкая пленка с хорошим блеском и низкой мутностью. Понятно, что чем длиннее экструдер, тем более полно происходит гомогенизация расплава и переход его в вязкотекучее состояние, но нельзя забывать и об опасности термической деструкции при несоблюдении температурных режимов. Хотя для ПЭ данное явление мало вероятно, но в отдельных микрообъемах полимера возможна реализация любых деструктивных процессов. Повышение ударной прочности связано с тем, что достигается лучший баланс ориентации в обоих направлениях. ЛПЭНП проявляет более сильную тенденцию к ориентации, чем ПЭНП, и ориентируется в большей степени в продольном, а не поперечном направлении, то есть дает расщепление. |
| 4. Рабочие характеристики фильтра | В случае засорения фильтра ухудшаются оптические и прочностные свойства материала, а также внешний вид пленки | Пропускание «кусочков» скоагулированного полимера нарушает целостность структуры пленки, тем самым создает опасность засорения плоскощелевой головки и обрыва пленки |
| 5. Работоспособность блока соэкструзии | В принципе, как и в вышеперечисленных пунктах, данная составляющая процесса определяет структурные особенности пленки. Особенно важно на данном этапе построения параметрических составляющих процесса правильно задать скорость и температуру соэкструзии | |
| 6. Температура и величина зазора в плоскощелевой головке | Хотя и нет непосредственной зависимости толщины пленки от щелевого зазора головки, но, как правило, малые калибры требуют малых зазоров, и наоборот. Температура головки влияет на степень однородности пленки и скорость вытекания ее на поливной барабан | Для изготовления пленки толщиной 25-27 мкм ширина зазорадолжна быть около 0,5 мм. Обычно одна из губок головки регулируется винтами, поэтому зазор можно менять. Температура головки и полимера в канале головки достигает 300°С. Важно поддерживать однородность температуры расплава. Головка всегда имеет несколько зон нагрева. Для сведения к минимуму вариации температуры и флуктуации качества пленки температура вдоль головки должна выдерживаться в жестких пределах с точностью до 1°С |
| 7. Скорость движения пленки и охлаждения пленки на валках | Увеличение скорости пленки ведет к ухудшению оптических свойств — усилению мутности и снижению глянца. Происходят изменения мутности материала | Снижается тенденция молекул к ориентации, и концы молекул полимера, выступая наружу, создают неровную поверхность. Чем быстрее охлаждается пленка на пути от головки экструдера до линии кристаллизации, тем меньше мутность, связанная с кристаллизацией, и тем больше мутность из-за неоднородности потока |
| 8. Температура поливного барабана и охлаждающих валков | Снижение температуры охлаждающего валка повышает одновременно прозрачность и глянец пленок из ПЭВП. С падением температуры охлаждающих валков ударная прочность возрастает. Уменьшение температуры охлаждающего валка способствует «сморщиванию» (см. п.10Б) | Это явление опять же связано с реализацией процесса кристаллизации, заключающегося здесь в том, что снижается вероятность образования излишне крупносфералитной структуры проявления. А также исключается проявление флуктуации поверхностной структуры пленки |
| 9. Установление расстояния вытяжки | На прочностные и оптические свойства пленки (опять же из-за кристаллизации) оказывает влияние расстояние между экструзионной головкой и охлаждающим валком. Оптимальное для получения хорошей пленки расстояние вытяжки зависит от размера оборудования и производительности, поэтому его нужно определять экспериментально. Как правило, оптимальное расстояние может варьироваться от 1 - 2 дюймов (2,54 - 5,08 см) на лабораторном оборудовании до 12 дюймов и более (30,48 см) в условиях реального производства | |
| 10. Установление линии кристаллизации на поливном барабане | Увеличение высоты линии кристаллизации приводит к увеличению глянца и снижению мутности. «Сморщивание» | Это связано с тем, что положение концов молекул изменяется по мере варьирования данного технологического параметра. До определенной величины молекулы ПЭ ориентируются, и исключается вероятность создания неровности поверхностного рельефа. Однако при превышении этой точки глянец уменьшается, а мутность соответственно увеличивается. «Сморщивание» вызывается неровностью линии кристаллизации на поливном барабане, что влечет вариации плотности в продольном направлении. Подобные различия плотности вызывают изменения длины, которые проявляются в виде небольших вздутий или складок. Повышение температуры расплава снижает тенденцию к «сморщиванию», тогда как уменьшение температуры охлаждающего валка способствует ей. |
| 11. Точность позиционирования и установки толщиномера на линии | Основная функция толщиномер понятна — это измерение толщины вырабатываемой пленки по всей ее ширине. Ведь при разнотолщинности пленки в последующем возникает ряд неприятностей, приводящих даже к отбраковыванию целых партий, так как данная пленка не будет отвечать предъявленным ей требованиям качества. Наличие автоматизированной системы на производстве практически исключает вероятность такого развития событий. Это связано с тем, что толщиномер выдает в режиме online значение толщины, и при отклонениях, даже малейших, включается сигнализация и осуществляется перерегулировка оборудования, отвечающего за данный показатель, а именно, скорость движения пленки и зазор в плоскощелевой головке | |
12. Система шанжирования, намоточная станция, утилизатор кромок | Обеспечивает равномерную динамику процесса намотки пленки на шпули за счет микроперемещений пленки по эксцентриситету балки, тем самым создавая на боковых срезах ролла идеально ровную поверхность, что говорит о высоком качестве системы | |
Определяемые на предприятиях характеристики стретч-пленки представлены в табл. 2.
Пункты 1 и 2 в табл. 2 считаются номинальными, так как по согласованию с заказчиком допускается изготавливать пленку другой толщины, ширины и длины.
Для реалистичности изложения материала были отобраны четыре образца пленки различных производителей, исследованы в лаборатории, одновременно проводилось сопоставление исследуемых образцов между собой с целью выявления недостатков с точки зрения технологического процесса.
Принят следующий алгоритм анализа свойств стретч-пленки:
- Получение экспериментальных данных.
- Сортировка данных по убыванию показателей каждого образца.
- Определение % превышения наименьшего допустимого значения (для наглядности в виде полотна пленки с распределением направлений и позиционированием каждого полученного показателя).
- Аргументация большего или меньшего значения показателя.
- Определение связи с технологическими параметрами и определение влияния данного показателя на другие свойства.
Определение толщины пленки
Измерения средней толщины пленки осуществляются непосредственно и никаких трудностей не представляют. Точное измерение толщины пленки имеет большое значение, поскольку некоторые свойства, такие как прочность при растяжении, предельное растяжение при разрыве, ударная прочность и стойкость к распространению трещин сильно зависят от толщины образца. Обычно толщина пленки составляет несколько десятков микрон. Толщину пленки измеряют микрометром.
Определение ширины намотки пленки
Ширину пленки измеряют металлической линейкой или металлической рулеткой по ГОСТ 7502. ГОСТ 427 распространяется на измерительные металлические линейки с пределами измерений до 3000 мм, с ценой деления 1 мм.
Определение прочности при растяжении и относительного удлинения
Прочность и относительное удлинение пленки при разрыве определяют по ГОСТ 14236 на 5 образцах.
ГОСТ 14236 распространяется на полимерные пленки и пленочные материалы толщиной до 1 мм и устанавливает метод испытания на растяжение.
Метод основан на растяжении испытуемого образца с определенной скоростью деформирования для определения показателей прочности при растяжении и значения относительного удлинения.
Настоящий стандарт не распространяется на пленки, изготовленные из армированных материалов или имеющие неровную поверхность. В качестве лабораторного оборудования применяется разрывная машина.
Экспериментальные значения обработаны и приведены в табл. 3 в соответствии с ГОСТ 14236, содержащем следующую методику и терминологию (выдержка из ГОСТа).
Определение величины самоадгезии
Величина самоадгезии определяется с помощью любой разрывной машины и специального приспособления, представляющего собой подиум с наклонной поверхностью, на которую помещаются образцы пленки и прикатываются металлическим роликом. Как правило, количество ходов катком ограничивают до 5 двойных ходов. Сообщение разрывной машины и подложки обеспечивается за счет витой капроновой нити и крючка. В свою очередь, нить зажимается в верхнем зажиме разрывной машины, а крючком захватывается прикатанный верхний образец пленки. Таким образом, определяют нагрузку (кПа), необходимую для разделения слипшихся образцов. Эксперимент проводят 5–6 раз с допуском на отклонение, за результат принимают средне арифметическое 5 параллельных измерений.
Описанный способ не декларирован на территории России и осуществляется на основании технических условий, прописанных на предприятии.
Установка для определения величины самоадгезии
Стандартный метод испытаний ASTM1 D3354 моделирует операцию по разделению пленок, характерную дли некоторых конечных приложений. Нагрузка (в граммах), необходимая для разделения слипшихся образцов (пять групп образцов, вырезанных размером 100 х 180 мм), измеряется балансирной системой (подобной аналитическим весам). Испытание заключается в следующем: один лист слипшегося образца закрепляется на алюминиевом блоке, подвешенном на конце балансирной балки; другой конец закрепляется на алюминиевом блоке, прикрепленном к основанию весов. Затем с другой стороны балансира добавляется груз, эквивалентный 90 ± 10 г/м, пока пленки полностью не разделятся (или пока между ними не возникнет зазор 1,9 см). Адгезия между пленками выражается в граммах; испытание ограничено грузом 200 г.
В данном случае использована установка с применением разрывной машины.
Определение величины самоадгезии осуществляется по формуле: Самоагдезия, кПа = Нагрузка,Н/A0
Термины и определения
Определение величины стойкости к проколу
ГОСТ 12.4.118 устанавливает метод определения стойкости к проколу пленочных полимерных материалов, искусственных кож и изделий из них, применяемых для средств защиты рук, по показателю величины силы прокола.
Сущность метода заключается в определении величины силы прокола при постоянной скорости перемещения индентора.
В данном случае представлена новая установка по определению стойкости к проколу, имеющая принцип действия на молекулярном уровне, аналогичный изложенному в ГОСТе, но с современным оснащением.
Установка по определению величины стойкости к проколу
Определение упругого восстановления
Упругое восстановление пленки определяют на разрывной машине любого типа. Испытания проводят на 3 образцах, вырезанных в продольном направлении, имеющих форму прямоугольных полосок шириной (10 ± 0,2) мм. и длиной не менее 150 мм.
Образцы вырезают любым режущим инструментом, обеспечивающим получение прямых параллельных сторон. Края образцов должны быть ровными, гладкими, без зазубрин и других видимых дефектов. На образцах фломастером или маркером отмечают рабочий участок размером 50±1 мм.
Образец заправляют в зажимы разрывной машины таким образом, чтобы он не провисал и не был под напряжением.
Образец растягивают между зажимами разрывной машины со скоростью 100 ± 10 мм/мин до длины рабочего участка 100 мм. В этом состоянии образец выдерживают 1 минуту, после чего снижают нагрузку разрывной машины до нуля, вынимают образец из зажимов и укладывают на чистый лист бумаги. Через полчаса замеряют длину рабочего участка L.
Упругое восстановление (λ, %) определяют по формуле: λ = 100 – L/50 х 100, где L — длина рабочего участка через полчаса после снятия нагрузки, мм.
За результат испытаний принимают среднее арифметическое из 3 параллельных измерений.
За результат испытаний партии принимают минимальное значение испытаний отдельных рулонов.
По результатам статистической оценки всех значений полученных в результате эксперимента и приведенных в таблице 4, можно сказать, что наилучшие показатели качества продукции имеет образец под №3. Это следует из результатов исследования свойств пленок, распределения их по шкале отклонения от минимально допустимой величины и определения суммы всех отклонений по каждому образцу. Следует помнить, о вкладе каждого показателя в полученную сумму. Так, в процессе подсчета образец №2 при измерении прочности при растяжении потерял значительную долю очков, которые он набрал в начале «соревнований», набранные баллы были получены им на показателях толщины и ширины ролла намотанной пленки. Понятно, что ширина пленки не оказывает прямого воздействия на свойства пленки, а только в будущем определяет, какую высоту зажимов поставит рабочий при установке ролла в паллетайзер, а вот от толщины зависят многие свойства, в том числе и область применения стретч-пленки. Будет эта пленка использована для ручной намотки, машинной или только для единичной упаковки продуктов питания. Для исследования были подобраны образцы из секции «как бы» машинного применения. Однако в результате эксперимента обнаружено, что более всего приближен к этой области применения образец под №3, и с наименьшей степенью уверенности можно предложить для автоматической работы образец №2, толщина которого граничит почти с минимальным значением. Образцы под №1 и 4 имеют средние показатели и в принципе вписываются в рамки рассматриваемого вопроса. Следовательно, если машина будет упаковывать на высокой скорости, то образец №3 выдержит эксплуатацию (такой вывод сделан на основании всего комплекса свойств), №2 скорее всего не обеспечит требуемого уровня упаковки, образцы №1, №4 скорее всего тоже выдержат, последующий анализ свойств даст нам о них более полную информацию для принятия окончательного решения.
Стретч-пленка не будет stretch (растягивающейся и восстанавливающейся), если не будет иметь высоких показателей при растяжении и восстановлении первоначальных размеров. Показатель относительного удлинения при разрыве определяет процент растяжения пленки до разрыва. Показатель прочности при разрыве показывает максимальную нагрузку, выдерживаемую материалом до разрыва. Показатель упругого восстановления является определяющим для устойчивости упакованной продукции.
Благодаря предварительному растяжению пленки перед обмоткой палетты, за счет стремления пленки вернуться в исходное состояние, возникает «удерживающая» сила, которая обеспечивает устойчивое скрепление груза в процессе транспортировки и погрузочно-разгрузочных работ.
Наличие наибольшего показателя прочности при растяжении говорит, во-первых, о сбалансированности ориентации в продольном и поперечном направлении, во-вторых, о верно выбранной пропорции плотностей композита, в-третьих, о правильно подобранном индексе расплава всей композиции. Максимальный результат по определению прочности при растяжении показал образец под №1, в продольном направлении. Наименьшее значение показателя отмечается у образца №2, возможно при экструзии была превышена температура расплава, или температура охлаждающих валков была недостаточная, что привело к увеличению ударной прочности и, соответственно, снижению прочности при растяжении. Показатель относительного удлинения, напротив, определяет структуру как менее организованную, с меньшей плотностью и большей эластичностью макромолекул, проявляющейся в наличии большего свободного объема. Данное утверждение и подтверждается результатами эксперимента, образец под №1 имеет наименьшее значение показателя относительного удлинения.
И наоборот. Образцы, имеющие меньшее значение прочности при растяжении, обеспечивают большее относительное удлинение. Однако образец №1 в поперечном направлении растягивается больше всех, следовательно, несмотря на превосходство в прочности при растяжении и в продольном и поперечном направлении относительно других образцов, в структуре материала есть дисбаланс.
Более организованную структуру с точки зрения стретч-пленки и пропорциональности рассматриваемых показателей имеет образец под №3, который в процессе упаковки и растянется лучше всех, так как паллетайзер растягивает пленку в продольном направлении, соответственно расход пленки будет меньше, и обеспечит прочность полученного «пакета». Монолитность структуры упаковочного материала, зависит также и от адгезии слоев, и стойкости к проколу, и упругого восстановления. Адгезия присуща всем стретч-пленкам, но от технологических параметров производства и специальных добавок зависит степень прилипания слоев друг к другу. На основании исследования установлено, что наибольшее усилие для отделения слоев необходимо приложить к образцу №1, немного меньше к образцам №2 и №3, и меньше всего к №4. Хотя излишняя адгезия тоже неблагоприятна при работе, она в первую очередь может вызывать сморщивание пленки до намотки на шпулю, а также работу с пленкой на упаковочном производстве, затрудняя отделение пленки от рулона, а недостаточная адгезия просто не обеспечит требуемого уровня упаковки.
В случае упаковки товара с острыми краями пленка должна быть стойкой к проколу, то есть иметь крупносферолитные образования и высокое значение показателя относительного удлинения, соотносимое с прочностью при растяжении.
Результаты исследования свойств пленок
По результатам исследования наглядно прослеживается данная зависимость: образец №3, имеющий высокое относительное удлинение, среднее значение прочности при растяжении, более стоек к проколу, нежели образец №2 с разбалансированной организацией структуры.
Определено, что чем более организованная структура, тем больше плотность, больше прочность при растяжении, тем меньше величина упругого восстановления. Несмотря на различие показателей для образца №1 в продольном и поперечном направлениях, установлено, что восстановить свои первоначальные размеры он сможет лишь на 56%, в отличие от образца №3, восстановление которого почти в 1,5 раза превышает минимально допустимое значение.
Таким образом, теперь вы имеете полное представление по каждому образцу пленки и с точки зрения статистического анализа, то есть чисто на уровне математики, и с точки зрения физикохимии полимеров. Зная все свойства исследуемых образцов, можно систематизировать полученную информацию в единую табл. 5.
В результате аналитического обзора образцов и полученных рекомендаций по каждому материалу выявлено, что пленка №3 является наиболее подходящей для заявленной области применения.
Теперь Вы предупреждены, а значит и вооружены. Думаем, что теперь Вы сможете не только самостоятельно осуществить анализ стретч-пленки, но и на основании экспериментальных данных определить неполадки в производственном процессе анализируемого образца. Вы также сможете составить модель эксплуатации той или иной пленки на вашем производстве. Выбирайте то, что Вам действительно надо!
← все статьи
Всегда актуальная информация
Стреч пленкаСтретч-плёнка
Скотч Кассовая лентаКассовая лента
Этикетка БумагаБумажная продукция.
НовостиСНИЖЕНИЕ ЦЕН НА СКОТЧ УПАКОВОЧНЫЙ ДО 30%
Уважаемые партнёры!!! Не смотря на повышение курса Евро, наша компания снизила цены на скотч упаковочный ДО 30% и стретч плёнку. Компания АРЕЛ выпускает только качественную продукцию из сырья европейских производителей. Ждём Ваших заявок.
СтатьиДля чего нужна стрейч, стретч плёнка
arel.com.ua
Стретч пленка ручная
Растягивающаяся (stretch) пленка - упаковочный материал, способный обратимо растягиваться с удлинением до 200% и обладающий, в сравнении с другими пленочными материалами, повышенной прочностью, стойкостью к раздиру, проколу, продавливанию, а также липкостью слоев пленки по отношению друг к другу.Важное свойство стретч пленок – престретч – предварительное растяжение пленки перед обмоткой груза. При обмотке паллеты пленка подвергается растяжению, при этом за счет стремления пленки вернуться в исходное состояние возникает «удерживающая» сила, которая обеспечивает скрепление груза. При растяжении длина пленки может увеличиваться до 3 раз.
Стретч пленка изготавливается из линейного полиэтилена низкой плотности (LLDPE) методом плоскощелевой экструзии (cast). Ручная стретч пленка позволяет упаковывать грузы на поддонах, небольшие объемы продукции и переупаковывать продукцию без применения дополнительного оборудования. Наша пленка обеспечивает сохранность упакованных грузов от внешних воздействий, в том числе служит защитой от расхищения.
Стретч пленки для ручного использования – незаменимый материал не только для промышленного, но и для бытового использования при ремонте, переезде и просто для хранения вещей.
Возможен выпуск продукции по индивидуальному заказу с нестандартными параметрами (толщина, длина намотки, престретч, цвет и т.д.)
ХАРАКТЕРИСТИКИ РУЧНОЙ СТРЕТЧ ПЛЕНКИ
| № п/п | Наименование показателя | Норма по ТУ 2245-001-70845621-2004 |
| 1 | Внешний вид | Пленка прозрачная или окрашенная, без трещин, разрывов и сквозных отверстий |
| 2 | Номинальная толщина, мкм | 15±1,5; 17±1,5; 20±1,5; 23±2,0 |
| 3 | Ширина полотна, мм | 450, 500 |
| 4 | Длина намотки, м | По заказу |
| 5 | Прочность при растяжении, МПа в продольном направлении в поперечном направлении | Не менее 30 Не менее 25 |
| 6 | Относительное удлинение при разрыве, % в продольном направлении в поперечном направлении | Не менее 400 Не менее 600 |
| 7 | Упругое восстановление, % | Не менее 55 |
| 8 | Сопротивление проколу, кгс | Не менее 0,4 |
| 9 | Гарантированный пре-стретч,% | Не менее 80 |
| 10 | Максимальный пре-стретч, % | Не менее 140 |
| 11 | Количество рулонов в коробке, шт | 6 |
| 12 | Количество коробок в паллете, шт | 56 или 60 |
| 13 | Вес рулона (брутто) | По заказу от 1 до 3,0кг |
plenka-stretch.ru









