Стрейч пленка. Ту пленка стрейч
1. Технические требования
1
Настоящие технические условия распространяются на пленку растягивающуюся для упаковки грузов на поддонах (далее стрейч-хууд). Стрейч-хууд – это трехслойная пленка, изготовленная по специальной рецептуре, с использованием сополимера этилена с винилацетатом (EVA), различных марок линейного полиэтилена (LLDPE) и добавок, обеспечивающих необходимые потребительские свойства, методом экструзии с последующим раздувом рукава.
Стрейч-хууд предназначен для упаковки поддонов (паллет) с использованием специальных упаковщиков. В зависимости от типа упаковщика и размеров груза стрейч-хууд может выпускаться с различной степенью предрастяжения 70, 90 или 110 %. Так же стрейч-хууд может быть использован для упаковки холодильников, стиральных машин и других сравнительно крупных предметов без использования картонных коробов, что позволяет значительно снизить стоимость упаковки. Стрейч-хууд прочно удерживает груз на поддоне и обеспечивает надежную защиту от воздействия окружающей среды.
Условное обозначение пленки состоит из названия пленки, толщины и
ширины пленки в миллиметрах и обозначения настоящих технических условий.
Пример условного обозначения пленки стрейч-хууд толщиной 0.09 мм, шириной полотна 1120 мм и фальцами шириной 240 мм: Пленка растягивающаяся для упаковки грузов на поддонах 0.09 х [(1120 x2) + (240x4)] ТУ 2245-005-25786384-2004.
1.1. Размеры и характеристики (свойства).
1.1.1. Пленку изготавливают по специальной рецептуре, используя EVA,LLDPE, а также
скользящие добавки и антиблок. Допускается добавление в наружные слои незна-чительного количества (не более 10 %) полиэтилена низкой плотности.
1.1.2. Пленка должна быть изготовлена в соответствии с требованиями настоящих Технических условий.
1.1.3. Пленка выпускается в виде рукава с фальцами, смотанного в рулоны. Допускается
смещение пленки по торцу в рулонах в пределах допуска на ширину.
1.1.4. По внешнему виду, линейным размерам и физико-механическим показателям пленка должна соответствовать нормам, указанным в таблице 1.
Таблица 1 ______________________________________________________________________
Наименование показателей Норма Метод испытаний
________________________________________________________________________
1. Внешний вид Пленка должна быть п.3.3.настоящих ТУ
прозрачной, без тре-
щин, разрывов,
отверстий.
2. Толщина, мм 0,040 - 0,200 п.3.4.настоящих ТУ
± 7 %
3. Ширина пленки в рулоне с учетом ГОСТ 10354-83
ширины фальцев, мм 2500 – 4500 мм * п.3.5.настоящих ТУ
4. Прочность при растяжении ГОСТ 14236-81
МПа (кгс/см2), не менее
в продольном направлении 25,0 (255) п. 3.6. настоящих ТУ
в поперечном направлении 25,0 (255)
2
Продолжение таблицы 1
5. Относительное удлинение при
разрыве, %, не менее то же
В продольном направлении: 700
В поперечном направлении: 800
6. Предрастяжение, % не менее 70 п.3.7.настоящих ТУ
90
110
7. Восстановление пленки через 5
минут после растяжения на:
70 %, %, не менее 75 п. 3.7.5. настоящих ТУ
90 % 70
110 % 60
8. Минимальная длина пленки в 300* п.3.8.настоящих ТУ
рулоне, м
допустимое количество обрывов пленки в
рулоне любой длины - не более 1-го.
______________________________________________________________________
* Примечание: допускается выпуск пленки других размеров, отличающихся от
указанных в таблице 1 настоящих ТУ, по согласованию с заказчиком.
________________________________________________________________________
studfiles.net
Техпроцесс для полимеров - Стретч-пленка
Общество Ограниченной Отвественности " Полимер-ПЭ”
«Утверждаю»
директор,
ООО" Полимер-ПЭ”
________________подпись,
инициалы, фамилия
«__»______________ 200_ г.
Технологический регламент №1.1
(сокращен на 50 %)
Производство стретч-пленки методом
плоскощелевой экструзии.
Срок действия регламента до «__»____________200_ г.
Содержание
1. Общая характеристика производства ---------------------------------------------- 3 стр.
2. Характеристика изготавливаемой продукции ------------------------------------ 3 стр.
3. Характеристика исходного сырья, материалов и полуфабрикатов ---------- 3 стр.
4.Описание технологического процесса ---------------------------------------------- 5 стр.
5. Нормы технологического режима -------------------------------------------- 9 стр.
6.Возможные неполадки, их причины и способы устранения - ----------------- -- 11 стр.
7. Нормы расхода сырья и материалов ---------------------------------------------------- 11 стр.
8. Контроль производства -------------------------------------------------------------------- 11 стр.
9. Основные правила безопасного ведения технологического процесса ----------- 13 стр.
10. Охрана окружающей среды --------------------------------------------------------- 14 стр.
11. Перечень обязательных инструкций --------------------------------------------- 14 стр.
12. Материальный баланс ---------------------------------------------- ------------------ 14 стр.
13. Технологическая схема производства -------------------------- ------------------- 15 стр.
14. Спецификация основного технологического оборудования ---- ----------------- 16 стр.
15. Лист регистрации изменений ------------------------------------------------------------ 17 стр.
1 .ОБЩАЯ ХАРАКТЕРИСТИКА ПРОИЗВОДСТВА
Выпуск стретч-пленки освоен в 2009 году в отдельно стоящем здании на территории
ООО «Полимер-ПЭ». Запущены в работу две линии двухшнековых плоскощелевых экструдеров.
Производится стретч-пленка для ручной и машинной упаковки.
Имеются склады сырья, готовой продукции и вспомогательных материалов. Для перемотки пленки в рулоны различного размера, установлены две перемоточные машины. В цехе оборудованы слесарная мастерская, кабинеты для инженерно-технических работников, бытовые и подсобные помещения.
2. ХАРАКТЕРИСТИКА ИЗГОТАВЛИВАЕМОЙ ПРОДУКЦИИ
2.1.На стретч-пленку не разработаны общероссийские нормативные документы. Продукция изготавливается по ГОСТ 10354-82 на полиэтиленовую пленку с добавлением специфических показателей на уровне российских и зарубежных аналогов. Двухслойная стретч-пленка, изготовленная по настоящему технологическому регламенту, имеет рынок сбыта. Технические характеристики согласованы с заказчиком.
Пленка предназначена для упаковывания (методом обертывания) отдельных изделий и формирования паллет. Она обладает адгезией слоев друг к другу и высокой механической прочностью.
2.2. Многослойная стретч-пленка по ГОСТ 10354-82, марка Н, изготавливается методом плоскощелевой экструзии из линейного полиэтилена высокого давления (ЛПЭВД) с полимерными добавками.
2.3. Пленка выпускается в виде полотна, намотанного на картонную втулку.
По внешнему виду прозрачная не должна иметь трещин, запрессованных складок, разрывов и отверстий. Допускается наличие геликов в пределах, допуска на применяемый полиэтилен.
Рулон с плотной намоткой и ровным торцом. Смещение пленки по торцу рулона допускается в пределах допуска по ширине. Для сохранности торцов, длина шпули должна превышать ширину полотна на (5-10)мм с каждой стороны рулона.
2.4. По физико-механическим показателям пленка должна соответствовать таблице 1
Таблица 1
| Наименование показателя | Норма для марок стретч-пленки | Метод испытания | |
| ручной | машинный | ||
| Номинальная толщина и предельное отклонение, мкм | 15 ± 1,5 17 ± 1,5 20 ± 2,0 23 ± 2,0 |
17 ± 2,0 20 ± 2,0 23 ± 2,0 | ГОСТ 10354-82, п.5.1, 5.2. п.2.5.2.регламента |
| Ширина полотна и предельное отклонение, мм |
(от 450 до 1000) ± 1,0 % | ГОСТ 10354 – 82 п.5.3, | |
| Длина пленки в рулоне, м | до 300 | до 2000 | п.5.4. |
| Прочность при разрыве: в продольн.направл. МПа в поперечн. направл. (кг/см²) |
30 (294) 20 (196) |
45 (441) 25 (245) |
ГОСТ 14236-81 |
| Относительное удлинение при разрыве, % не менее: в продольном направлении в поперечном направлении |
250 400 |
300 600 |
ГОСТ 14236-81 |
| Прочность на прокол, МПа/мм | 21 | 21 | ГОСТ12.4.118-62 |
| Самоадгезия, кг/см ², не менее | 0,02 | 0,02 | п.2.5.3.регламента |
| Гарантированное предваритель - ное восстановление,% не менее |
200 |
280 |
п.2.5.4.регламента |
| Упругое восстановление, % не менее
|
45 |
50 |
п.2.5.5.регламента |
2.5.Методы испытаний.
2.5.1.Отбор образцов для испытания по ГОСТ 10354-82, п.4.3; 5.1.
2.5.2. Допускается определять толщину пленки расчетным путем по формуле:
А=М/В*L*ρ, где А – толщина пленки, м;
В – ширина пленки, м;
ρ – плотность полиэтилена (920 кг/м³)
М – масса рулона (нетто) кг.
L – длина пленки в рулоне по счетчику метража.
2.5.3. Самоадгезию пленки (кг/см²) вычисляют по формуле: А=Р/S,
где Р – максимальная нагрузка при разъединении образцов, кг;
S - контактирующая площадь, равная 600 мм².
Методика испытаний.
Из отобранной пленки вырезают два образца прямоугольной формы размерами (20*55)±1мм в продольном направлении. Каждый образец в продольном направлении укрепляют армирующей полоской из лейкопластыря, оставляя по периметру полоску пленки не менее 1мм. Затем образцы попарно накладывают друг на друга со стороны пленки на длину 30±1мм и прижимают вручную. Соединенные образцы укладывают на гладкую поверхность из упругой резины и 5 раз прокатывают обрезиненным валиком весом 5±0,5кг, делая 5 одинарных ходов. На соединенных образцах делают метки на расстоянии 5±1мм от края, по которым закрепляют их в зажимы разрывной машины. Испытания проводят на 5 образцах, при скорости движения зажимов 100±10мм/мин. Максимальную нагрузку Р в кг, используют при расчете самоадгезии слоев.
2.5.4.Гарантированное предварительное восстановление (престретч) определяют при запуске в производство и каждом изменении рецептуры на оборудовании потребителя (палетообмотчике). Методика заключается в измерении величины относительного удлинения пленки при растяжении в момент, когда ширина образца уменьшилась на 10%.
2.5.5. Определение упругого восстановления. Испытания проводят на 3-х образцах, вырезанных в продольном направлении, имеющих форму прямоугольных полосок шириной (10±0,2)мм и длиной не менее150мм. На образцах фломастером или маркером отмечают рабочий участок длиной 50±1мм. Образец зажимают в зажимы разрывной машины и растягивают до длины рабочего участка 100мм. В этом состоянии образец выдерживают
1 минуту, после чего снимают нагрузку разрывной машины. Вынимают образец из зажимов и укладывают на чистый лист бумаги.
Упругое восстановление (λ,%) определяют по формуле:
λ= (100 – L)/50*100, где L- длина рабочего участка через30 минут после снятия нагрузки, мм.
За результат испытаний принимают среднее арифметическое из 3-х параллельных измерений.
За результат испытаний партии принимают минимальное значение испытаний отдельных рулонов.
( далее продолжение 1)
chemist-54.narod.ru
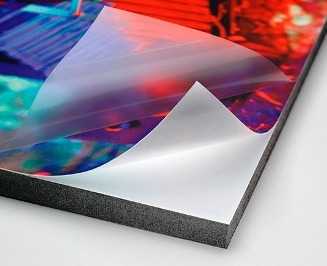
Стрейч пленка
Стрейч пленка – один из популярных упаковочных материалов, который широко используется при транспортировке, фасовке и хранении продукции.
Стретч-пленка благодаря своей высокой эластичности обеспечивает отличную фиксацию отдельных единиц товара в общей упаковке. Кроме того, именно это свойство является причиной ее более высокой прочности на разрыв.
Стрейч (стретч) пленка обладает уникальным свойством – прилипанием слоев друг к другу, благодаря чему создается не только облегающая, но и герметичная упаковка.
В зависимости от способа использования стретч-пленка классифицируется на ручную и машинную (автоматическую). Во втором случае упаковка стретч-материалом осуществляется специальными машинами и устройствами для натяжения пленки.
Преимущества стретч-упаковки
Хотелось бы отметить главные преимущества стретч (stretch) упаковки:
- возможность экономии материала за счет предварительного его растяжения;
- надежная фиксация единиц товара в общей упаковке;
- защита груза от повреждений и загрязнений;
- контроль за содержимым упаковки, благодаря её прозрачности;
- возможность создания герметичной упаковки;
- использование в широком температурном диапазоне;
- низкая стоимость стретч-пленки.
Сферы применения полиэтиленовой стрейч пленки
Стрейч пленка применяется для индивидуальной, групповой и транспортной упаковки продуктов питания, напитков, коробок, полиграфической продукции, строительных материалов, конструкций, в фармацевтической промышленности, предприятиями по выпуску парфюмерно-косметической продукции, мебели, бытовой химии .
1. РУЧНОЙ СТРЕЙЧ
Ручной стрейч поставляется в относительно небольших ролях весом от 1 до 2,5 кг нетто, шириной 450 или 500 мм, толщина от 15 до 20 мкм. Гарантированное предрастяжение ручного стрейча около 80-140%.
2. МАШИННЫЙ СТРЕЙЧ
Машинный стрейч имеет три основные спецификации: Regular, Power, Superpower, различающиеся по параметру гарантированной способности к предварительному растяжению, а также и толщиной плёнки. Машинный стрейч поставляется в ролях весом около 17 кг брутто, ширина ролика машинного стрейча - 500мм. Также необходимо обращать внимание на длину втулки, так как у разных производителей паллетообмотчиков они могут различаться 510-520 мм.
Как правило, чем выше гарантированная способность срейч-пленки к предварительному растяжению, тем она дороже. Вместе с тем ее применению обеспечивает несомненную экономию на издержках в ходе обмотки паллет.
Оборудование для упаковочного применения полиэтиленовой стрейч пленки
Основным типом оборудования для паллетирования грузов с помощью стрейч-пленки являются паллетообмотчики. Существует множество разнообразных видов паллетообмотчиков. Паллетообмотчики различного уровня отличаются друг от друга степенью автоматизации производительностью, основанной на скорости работы, и ценой.
Для ручной упаковки товара на паллет. Стержень металлического диспенсера проходит через втулку ролика насквозь, фиксируется через шайбы на втулке, зажимается резьбовой ручкой. Натяжение стрейча регулируется затяжкой или ослаблением резьбовой ручки.
Проверка стрейч пленки
В настоящее время в России отсутствует единый ГОСТ на стрейч пленку, чтобы он определял стандарты веса ролика при определенной длине намотки. Производители, пользуясь этим, зачастую обманывают своих покупателей. В условиях жесткой конкуренции между поставщиками на рынке стрейч пленки каждый производитель старается предложить более низкую цену на свой товар, при этом в основном этот фактор отражается на длине и весе предлагаемого ролика. В итоге все производители предлагают ролики разной длины, намотки и веса шпули. В данной ситуации мы советуем покупателю требовать выставления цены за стрейч по весу нетто.
upak33.ru