Реферат - Методы получения тонких пленок - файл 1.doc. Методы напыления тонких пленок
27. Приведите примеры методов получения тонких пленок в микроэлектронной технологии
Кратко: для ответа необходимо зарисовать рисунки.
Напыление пленок. Широкое распространение в микроэлектронике находят тонкие поликристаллические и аморфные пленки. На основе таких пленок в настоящее время изготовляют не только пассивные, но и активные элементы, работающие с использованием основных носителей заряда. Для указанных целей применяют проводниковые (металлические), резистивные, диэлектрические и полупроводниковые поликристаллические и аморфные пленки. Эти пленки обычно получают методом вакуумного напыления.
Процесс нанесения пленок в вакууме складывается из двух этапов: превращения вещества в газообразное состояние и конденсации. По способу превращения вещества в газообразное состояние методы вакуумного нанесения подразделяют на термовакуумное испарение, катодное и ионно-плазменное распыление. Термовакуумное испарение осуществляется нагревом испаряемого вещества. При этом вещество плавится, а затем образуется пар. Некоторые вещества при нагреве переходят в пар, минуя жидкую фазу (сублимация). Катодное распыление основано на явлении разрушения катода, который является напыляемым веществом, при бомбардировке его ионизированными атомами газа. Разновидностью катодного распыления является ионно-плазменное распыление. Процесс испарения (распыления) характеризуется средней длиной свободного пробега молекул, давлением паров и скоростью испарения.
Вторым этапом получения тонких пленок является конденсация — процесс перехода из газообразной фазы в твердую. При столкновении с подложкой осаждаемые атомы или молекулы могут либо отразиться в результате упругого столкновения, либо, передав часть энергии атомам подложки, адсорбироваться на ее поверхности. Проникновением атомов в глубь материалов подложки даже при максимальных значениях энергии испаренных атомов можно пренебречь. Конденсация пара сопровождается отражением или испарением конденсируемых частиц с подложки.
Процесс конденсации существенно зависит от температуры подложки и плотности потока достигающих ее частиц.
Наряду с вакуумными в технологии микроэлектроники используют химические и электрохимические методы нанесения пленок.
В гибридных ИМС тонкие пленки используют для изготовления резисторов, конденсаторов, контактных площадок и соединительных проводников. Существуют различные методы получения тонких пленок: термическое (вакуумное) напыление, катодное напыление, ионно-плазменное напыление, химическое осаждение, электрохимическое осаждение. Наиболее распространено термическое (вакуумное) напыление тонких пленок. Напыление металлических и резистивных пленок производят в специальных установках в среде инертного газа при низком давлении. Испарителями являются проволочки, ленты, «лодочки», подогреваемые проходящим через них током.
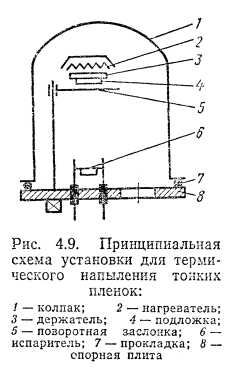
Термическое напыление. На рис. 4.9 показана принципиальная схема установки для термического напыления тонких пленок. Колпак напылителя, установленный на монтажном столе, герметизирует всю систему. Во избежание натекания в систему все вводы и выводы выполняют вакуумно-плотными. Материал, который должен быть осажден, помещают в испаритель, изготовленный из тугоплавкого металла с низкой летучестью (в большинстве случаев вольфрам или молибден). Иногда для изготовления испарителя используют скрученную проволоку. Распыляемый материал должен быть высокой чистоты. Испаритель нагревают до тех пор, пока давление паров материала не превысит давление в вакуумной системе. Атомы испарившегося материала движутся прямолинейно и конденсируются на всех поверхностях, имеющих более низкую температуру, включая подложку. Для обеспечения прямолинейности движения атомов давление в системе должно быть снижено до такого значения, при котором вероятность столкновений между атомами испаренного материала и газа мала» Средняя длина свободного пробега атомов должна быть в несколько раз больше; чем расстояние между источником и подложкой. Опыт показывает, что качество пленки тем лучше, чем выше вакуум напылительной установки.
Основным преимуществом метода термического напыления является его простота и возможность получения при высоком вакууме очень чистых пленок.
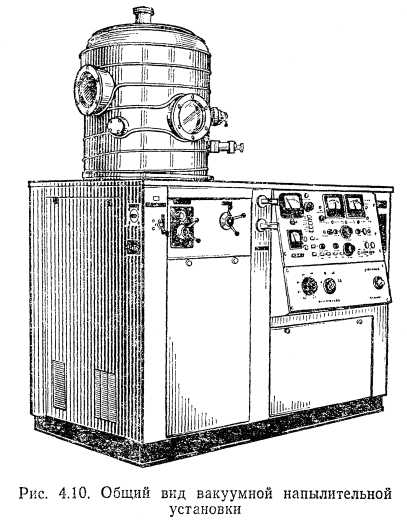
Общий вид промышленной установки, используемой при нанесении тонких пленок методом термического напыления, показан на рис. 4.10. Внутри камерное устройство этой установки содержит восьми позиционную карусель масок и подложек. Привод, расположенный в верхней части рабочей камеры, может вращать карусель с угловой частотой 40— 150 об/мин. На одной из позиций карусели устанавливают имитатор с закрепленными на нем датчиками контроля температуры и сопротивления пленки в процессе осаждения. На базовой плите монтируют пятипозиционную карусель резистивных испарителей. Максимальная температура испарения 1500° С. Диафрагма, расположенная над каруселью на позиции испарения, обеспечивает равномерную толщину наносимой пленки. Поток испаряемого материала прерывают заслонкой с электромагнитным приводом. Над каруселью подложек и масок устанавливают кольцевой нагреватель резистивного типа мощностью 3 кВ • А. Одновременно можно загружать восемь подложек размерами 60 X 48 X 0,6 мм; допустимая температура нагрева 400° С.
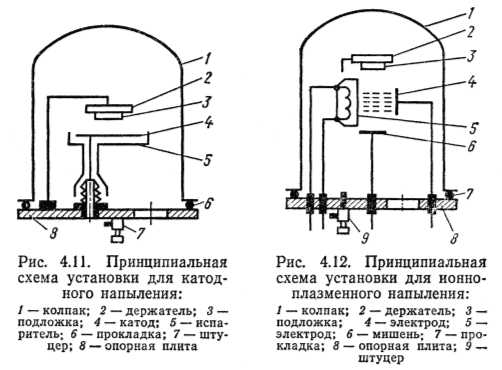
Катодное напыление. Хорошие результаты по воспроизводимости свойств тонких пленок дает катодное напыление. Этот метод широко используется в промышленности для нанесения пленок металлов и окислов. Схема установки для катодного напыления приведена на рис. 4.11.
При катодном напылении энергия, необходимая для отрыва атомов от исходного материала, получается не термическим путем, а в результате бомбардировки ионами
высокой энергии. Последние получают с помощью либо высокочастотного разряда, либо тлеющего разряда между двумя электродами в среде инертного газа, например, аргона.
Одним из преимуществ метода катодного напыления по сравнению с методом термического напыления является то, что напыление катода не связано с высокой температурой.
Следовательно, исчезают трудности при напылении тугоплавких материалов. Однако при данном методе катод (напыляемый материал), будучи элементом газоразрядной цепи, должен обладать высокой проводимостью. Это требование ограничивает ассортимент напыляемых материалов. В частности, оказывается невозможным напыление диэлектриков.
Указанное ограничение в значительной мере устраняется при использовании реактивного (или химического) катодного напыления, особенность которого состоит в добавлении к основной массе инертного газа небольшого количества активных газов, способных образовать необходимые химические соединения с распыляемым материалом катода. Примешивая, например, к аргону кислород, можно вырастить на подложке пленку окисла. Примешивая к аргону азот или моноокись углерода, можно получить нитриды или карбиды соответствующих металлов. В зависимости от парциального давления активного газа химическая реакция может происходить либо на катоде (и тогда на подложке осаждается уже готовое соединение), либо на подложке — аноде.
К недостаткам метода катодного напыления относятся некоторая загрязненность пленок (из-за использования сравнительно низкого вакуума), меньшая по сравнению с термическим методом скорость напыления (по той же причине), а также сложность контроля процессов.
Ионно-плазменное напыление. Принципиальная схема установки для ионно-плазменного напыления показана на рис. 4.12. Основная особенность этого метода по сравнению с методом катодного напыления состоит в том, что в промежутке между электродом 6 — мишенью (с нанесенным на нее напыляемым материалом) и подложкой 3 действует независимый, «дежурный» газовый разряд. Разряд имеет место между электродами 5 и 4, причем тип разряда — несамостоятельный, дуговой. Для него характерны наличие специального источника электронов в виде накаливаемого катода 5, низкие рабочие напряжения (десятки вольт) и большая плотность электронно-ионной плазмы. Подколпачное пространство, как и при катодном напылении, заполнено нейтральным газом, но при более низком давлении (К)""3 — Ю-4 Па).
Процесс напыления состоит в следующем. На мишень относительно плазмы (практически относительно заземленного анода 4) подается отрицательный потенциал (2—3 кВ), достаточный для возникновения аномального тлеющего разряда и интенсивной бомбардировки мишени положительными ионами плазмы. Выбиваемые атомы мишени попадают на подложку и осаждаются на ней.
Начало и конец процесса напыления определяется подачей и отключением напряжения на мишени. Наличие механической заслонки позволяет реализовать важную дополнительную возможность: если до начала напыления закрыть заслонку и подать потенциал на мишень, то будет иметь место ионная очистка мишени. Такая очистка полезна для повышения качества напыляемой пленки. Аналогичную очистку можно проводить на подложке, подавая на нее отрицательный потенциал.
При напылении диэлектрических пленок возникает затруднение, связанное с накоплением на мишени положительного заряда, препятствующего дальнейшей ионной бомбардировке. Это затруднение преодолевают путем использования высокочастотного (ВЧ) ионно-плазменного напыления.
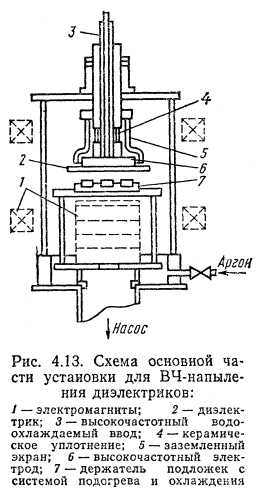
На рис. 4.13 показана схема основной части установки для ВЧ-напыления диэлектриков. На этой установке диэлектрик бомбардируется поочередно ионами и электронами тлеющего разряда, возникающего в газе при воздействии на него высокочастотного поля. Ионы выбивают из диэлектрика молекулы, которые затем осаждаются на подложке. Электроны предотвращают образование на подложке положительных зарядов. Электроны и ионы образуются в аргоне, окружающем диэлектрик, который служит материалом для осаждения.
Большим преимуществом метода ионно-плазменного напыления перед другими является его безынерционность. Напыление материала происходит лишь при подаче напряжения и сразу прекращается при его выключении, в отличие от термического напыления. Для прекращения напыления применяют специальные заслонки, препятствующие прохождению пара от испарителя к подложке.
Рабочее давление при ионно-плазменном напылении лежит в диапазоне 1,3 • 10-1 — 6,5 • 10-2 Па, что в 50 — 100 раз меньше, чем при напылении в тлеющем разряде. Длина свободного пробега ионов при этом составляет 5— 25 см. Расстояние между источником напыления и подложкой можно установить меньше длины свободного пробега. Благодаря этому напыляемые атомы почти не сталкиваются с молекулами газа и ионами в пространстве между мишенью и подложкой, что уменьшает загрязнение пленки остаточными газами. Состав и свойства пленок, полученных методом ионно-плазменного напыления, ближе к составу и свойствам исходного напыляемого материала по сравнению с пленками, полученными путем напыления в тлеющем разряде. Материал мишени напыляется медленно, и его обычно хватает на несколько тысяч циклов напыления, чем достигается хорошая повторяемость состава пленок.
Прочность сцепления с подложкой (адгезия) пленки, полученной ионно-плазменным методом, очень высока, что объясняется высокой энергией попадающих на подложку напыленных атомов. Эта энергия примерно в 20 раз больше энергии атомов, попадающих на подложку при термическом напылении в вакууме. Высокая адгезия пленки объясняется еще и тем, что при ионно-плазменном напылении поверхность подложки удается предварительно хорошо очистить тлеющим разрядом. При катодном методе, когда напыление начинается сразу же после возбуждения разряда, такую очистку осуществить трудно.
Метод ионно-плазменного напыления является наиболее перспективным в производстве ИМС для получения пленок из разных материалов с различными свойствами.
Электрохимическое осаждение. В технологии микроэлектроники для получения пленочных покрытий с различными свойствами наряду с вакуумными применяют химические методы: электролитическое и химическое осаждение, анодное окисление. В основу данных методов положены реакции, протекающие в водных растворах солей металлов в условиях приложенного электрического поля (или без него). В результате взаимодействия продуктов реакции с подложкой образуется пленка.
Электролитическое осаждение — это осаждение пленок из водных растворов солей металлов (электролитов) под действием электрического тока, которое осуществляют в специальных электролитических ваннах, заполненных электролитом и содержащих два электрода: анод и катод. В качестве подложки, которая является катодом, используют проводящие материалы, анод выполняют из инертного (по отношению к электролиту) материала или из материала, из которого осаждается пленка.
Методом электролитического осаждения получают пленки из различных металлов: меди, никеля, золота, серебра и др.
В тонкопленочной технологии микроэлектроники электролитическое осаждение применяют для изготовления многослойных металлических масок, повышения проводимости внутрисхемных соединений, создания жестких и балочных выводов в ИМС, золочения корпусов. Метод электролитического осаждения широко применяют также для получения тонких магнитных пленок, используемых в качестве элементов памяти.
Химическое осаждение основано на восстановлении металлов из водных растворов их солей ионами гипофосфита и осуществляется без приложения электрического поля. Химическим методом осаждают пленки никеля, серебра, золота, палладия и других материалов как на проводящие, так и на непроводящие подложки.
Анодное окисление — это взаимодействие химически активных металлов с ионами кислорода, выделяющимися у анода при электролизе с образованием окисной пленки. Процесс анодного окисления, или анодирование, имеет много общего с электролитическим осаждением. В отличие от электролитического осаждения в данном случае пленки образуются на аноде, которым является подложка. В процессе анодирования происходит электрохимическая реакция соединения кислорода с металлом в приповерхностных слоях подложки, причем металл анода не растворяется, а при взаимодействии с кислородом образует плотно сцепленную с подложкой окисную пленку. Механизм роста пленки заключается в переносе ионов кислорода через растущий окисный слой под действием электрического поля, возникающего в пленке с приложением к электродам напряжения от внешнего источника. Скорость роста окисной пленки зависит от природы электролита, условий проведения процесса — электрического режима и температуры. Толщина окисной пленки при анодировании пропорциональна количеству электричества, прошедшего через ванну.
В технологии микроэлектроники анодированием получают окисные пленки из тантала и алюминия. При этом сначала на подложку вакуумным методом наносят пленку исходного металла, которую впоследствии подвергают локальному анодированию. Процесс получения окисных пленок анодированием состоит из первоначальной формовки при постоянной плотности тока и окончательной формовки при постоянном напряжении. Такое ведение процесса обусловлено тем, что с ростом толщины пленки ее возрастающее сопротивление приводит к снижению силы тока.
Особенностью получения анодированных пленок является их рост в условиях приложенного электрического поля, напряженность которого достигает 107 В/см. Такие пленки характеризуются высокой электрической прочностью, поэтому их используют в качестве изолирующих и диэлектрических слоев.
Вакуумное нанесение пленок тантала и алюминия с последующим анодированием позволяет создавать высококачественные пленочные конденсаторы и изолирующие слои при многослойной разводке. Основным преимуществом при этом является получение различных пленочных структур из одинаковых исходных материалов.
В технологии микроэлектроники анодирование используют также для получения необходимого значения сопротивления пленочных танталовых резисторов путем превращения верхнего проводящего слоя тантала в непроводящий окисел тантала.
В последнее время широко применяют плазменное анодирование — получение ионов кислорода из кислородной плазмы в специальных вакуумных камерах с остаточным давлением кислорода около 6 Па при приложении постоянного напряжения 1 кВ.
studfiles.net
Методы получения тонких пленок - Реферат - Методы получения тонких пленок
Реферат - Методы получения тонких пленокскачать (105.5 kb.)Доступные файлы (1):
содержание1.doc
Реклама MarketGid: Методы получения тонких пленок Основными участниками процесса нанесения пленки являются кристаллическая подложка, которая должна удовлетворять ряду требований (например, возможности эпитаксиального роста продукта на ней), и источник паров целевого продукта или исходных компонентов (тогда одновременно с осаждением на подложке будет происходить и химическая реакция).Получение качественных тонких пленок — сложная многопараметрическая задача. В качестве основных управляющих параметров процесса следует указать на кристаллографическую ориентацию подложки и качество ее поверхности, температуру подложки, скорость нанесения пленки, которая зависит как от величины пересыщения пара, так и от газодинамических особенностей реактора.
Чтобы образовалось покрытие на поверхности твердотельной подложки, частицы осаждаемого материала должны пролететь через среду-носитель и вступить в непосредственный контакт с подложкой. После попадания на поверхность значительная часть частиц должна адсорбироваться на ней либо за счет химической реакции с поверхностью образовать новое соединение, которое останется на поверхности. Эти частицы могут быть атомами, молекулам, ионами атомов, ионизированными молекулами или маленькими кусочками материала, как заряженными, так и незаряженными. Средой-носителем могут быть твердое вещество, жидкость, газ или вакуум.
Таким образом, характеризовать процессы осаждения могут ׃
- Среда-носитель (твердая, жидкая, газообразная, вакуум).
- Тип осаждаемых частиц (атом, молекула, ион, небольшие зерна материала).
- Метод введения осаждаемого материала в среду-носитель (перемешивание или растворение материала, введение перемешанного материала в виде осадка, испарение, электрохимическая реакция на поверхности электрода-источника, бомбардировка его поверхности частицами).
- Реакция на поверхности подложки (конденсация материала, химическая реакция осаждаемых компонентов на поверхности подложки, испарение жидкого носителя, электрохимическая реакция на поверхности, имплантация).
- Механизм переноса осаждаемых частиц от источника к подложке (свободный полет, диффузия в газе, диффузия в жидкости).
Основные методы получения тонких пленок подразделяют следующим образом:физические методы осаждения :
- термическое испарение за счет резистивного нагрева;
- электронно-лучевое испарение
- лазерное испарение;
- ионно-лучевое распыление.
- катодное распыление
- магнетронное распыление
химические методы осаждения
- осаждение из газовой фазы
- метод распылительного-пиролиза
- жидкофазная эпитаксия
- электролиз
- золь –гель метод
1. Испарение в сверхвысоком вакуумеНапыление конденсацией из паровой (газовой) фазы обозначает группу методов напыления тонких плёнок в вакууме, в которых покрытие получается путём прямой конденсации пара. Проблемы, связанные с загрязнениями в среде-носителе при получении пленок, легко решаются при использовании методов осаждения в сверхвысоком вакууме (при давлении менее 10-6 Па). Метод термического испарения заключается в нагреве исходных материалов с помощью какого-либо источника энергии до температуры испарения, и конденсации паров на поверхности твердого тела в виде тонких пленок и покрытий. В зависимости от температуры испарения материал нагревают резистивным способом, воздействием высокочастотного электромагнитного поля, бомбардировкой ускоренными электронами, лучем лазера и с помощью электрического разряда. Преимущества метода генерации потока осаждаемого вещества термическим испарением.
- возможность нанесения пленок металлов (в том числе тугоплавких), сплавов, полупроводниковых соединений и диэлектрических материалов
- простота реализации
- высокая скорость испарения вещества и возможность регулирования ее в широких пределах
- возможность получения покрытий, практически свободных от загрязнения
^ ,
Нагрев резистивным способом обеспечивается за счет тепла, выделяемого при прохождении электрического тока непосредственно через напыляемый материал или через испаритель, в котором он помещается. Конструктивно резистивные испарители подразделяются на проволочные, ленточные и тигельные. Способ применяется при испарении материалов, температура нагрева которых не превышает 1500 С
Резистивный нагрев используемый во многих испарительных установках, имеет несколько существенных недостатков: загрязнение от нагревателя, тигля, ограничения по относительно низкой мощности нагревательных элементов. Это не позволяет напылять чистые пленки и испарять материалы с высокой температурой плавления.
Материалы испарителя должны удовлетворять следующим требованиям:
- давление пара материала испарителя при температуре испарения должно быть пренебрежимо мало по сравнению с упругостью пара напыляемого вещества
- материал испарителя должен хорошо смачиваться расплавленным напыляемым металлом с целью обеспечения хорошего теплового контакта и равномерного потока пара
- химическое взаимодействие между контактирующими материалами, обуславливающее загрязнение покрытий и разрушение испарителей, должно отсутствовать
Лодочки, или держатели для резистивного нагрева изготавливаются из тугоплавких металлов, которые могут нагреваться при прохождении через них электрического тока - это вольфрам, тантал, платина, графит.^
Принципиальная схема электронно-лучевого испарения в вакууме дана на рис Испарение электронным лучом лишено недостатков присущих резистивному нагреву .
Механизм электронно-лучевого испарения : посредством нагрева нити накала которая служит катодом, происходит термоэмиссия электронов, причем нить накала располагается не на одной линии с подложкой, таким образом, устраняется появление в пленке примесей от материала катода.
Лучшие результаты при напылении получаются, если испаряемый материал разместить в небольшом углублении охлаждаемого водой медного нагревателя. Электронный ток силой 100—500 мА эмитируется вольфрамовой нитью накала, находящейся вне поля прямого видения со стороны испаряемого вещества, и ускоряется высоким напряжением 3— 10 кВ. Электронный луч с помощью магнитного поля направляется на маленький участок испаряемого вещества, которое локально плавится (рис). Некоторые соединения перед испарением подвергаются диссоциации и от испарителя в первую очередь отделяется компонент, который имеет более высокое давление пара. Для преодоления этого эффекта различные компоненты соединения испаряются из отдельных источников со скоростями, соответствующими молекулярному составу конденсата.^
В некоторых методах испарения используют обработку ионным лучом подложки для улучшения качества пленки (рис. ). В этом случае ионная пушка, генерирующая ионы с энергией порядка нескольких кэВ, прменяется в сочетании с испарительным источником. В основном используются ионы инертных газов (например, Ar+ или О+2), которые при контакте с поверхностью модифицируют пленочную структуру и состав, делая пленку более прочной и устойчивой.
^
Лазерное излучение обеспечивает самую высокую плотность энергии на распыляемой поверхности. Это ставит метод лазерной абляции практически безальтернативным методом получения сложных оксидных систем, в состав которых входят элементы с различными коэффициентами распыления. Этот метод успешно применяется для получения многокомпонентных оксидных систем. Данная методика получения различного рода сложных пленочных структур приобрела популярность после первого удачного ее применения для роста тонких пленок сверхпроводников в 1987 г.
^ - метод удаления вещества с поверхности лазерным импульсом.
При низкой мощности лазера вещество испаряется или сублимируется в виде свободных молекул, атомов и ионов, т.е. над облучаемой поверхностью образуется слабая плазма, обычно не светящаяся (этот режим часто называется лазерной десорбцией). При плотности мощности лазерного импульса, превышающей порог режима абляции, происходит микровзрыв с образованием кратера на поверхности образца и светящейся плазмы вместе с разлетающимися твёрдыми и жидкими частицами (аэрозоля). Режим лазерной абляции иногда также называется лазерной искрой.
Схема установки для проведения лазерной абляции изображена на рис . Мощный лазер располагается снаружи установки. При помощи оптической системы лазерный луч направляется в камеру и фокусируется на мишени. Говоря простыми словами, лазерная абляция – это процесс быстрого плавления и испарения материала мишени, при использовании высокоэнергетического лазерного излучения, с последующим переносом материи от мишени к подложке в вакууме. Глубина проникновения лазерного луча в поверхность мишени мала (приблизительно 10 нм). Это означает, что только тонкий поверхностный слой материала подвержен воздействию излучения в то время, как оставшаяся часть мишени остается незатронутой. Таким образом, лазерная абляция является неравновесным процессом. Говоря о ее достоинствах, можно отметить, что лазерная абляция – один из наиболее быстрых методов получения тонкопленочных покрытий, он предоставляет четко ориентированное направление распространения плазмы, наряду со стехиометрическим переносом материи от мишени к подложке.
^ Распыление – это явление передачи момента импульса от налетающей частицы частицам поверхности мишени с последующим отрывом атомов или молекул и переводом их в вакуум.
^ – метод вакуумного напыления, в котором осаждаемый атомарный поток получают в результате бомбардировки ускоренными ионами поверхности исходного напыляемого материала и последующей инжекции распыленных атомов в газовую фазу.
Характер взаимодействия бомбардирующих ионов с поверхностью твердого тела определяется их энергией. При энергиях меньших 5 эВ, взаимодействие ограничивается физически и химически адсорбированными слоями, вызывая их десорбцию и обуславливая протекание различных химических реакций. При кинетических энергиях, превышающих энергию связи атомов в кристаллической решетке, бомбардировка вызывает разрушение приповерхностного слоя и выброс атомов в газовую фазу (распыление). Минимальная энергия ионов, приводящая к выбиванию атомов с поверхности, называется пороговой энергией распыления. Значение ее находится в интервале энергий от 15 до 30 эВ.
Характеристикой процесса ионного распыления служит коэффициент распыления, определяемый количеством атомов, выбитых с бомбардируемой поверхности падающим ионом. При возрастании энергии бомбардирующих ионов свыше 100 эВ коэффициент распыления резко увеличивается и в области 5-10 кэВ выходит на насыщение. Дальнейшее повышение кинетической энергии свыше 100 кэВ приводит к снижению распыления, вызванному радиационными эффектами и внедрениями ионов в кристаллическую решетку. Распыление вызывается, в основном, передачей импульса энергии от бомбардирующей частицы атомам кристаллической решетки в результате серии последовательных столкновений. Передача импульса от падающих ионов происходит в первых атомных слоях решетки. Например, при бомбардировке поверхности поликристаллической меди ионами аргона с энергией 1000 эВ глубина проникновения равнялась трем атомным слоям.
Наибольшее распространение в качестве источника бомбардирующих ионов получил инертный газ аргон, имеющий массу, достаточную для распыления, и характеризующийся относительно малой стоимостью. В установках поток распыленных атомов создается либо в результате бомбардировки ионами плазменного разряда поверхности исходного напыляемого материала, находящегося под отрицательным потенциалом или являющегося катодом тлеющего разряда (ионно-плазменное распыление, разновидностями которого являются катодное, магнетронное распыления), либо за счет бомбардировки ускоренными ионами, эмитированными автономным источником (ионно-лучевое распыление).^
В этом методе осаждения тонких пленок материал, который должен напыляться, используется в качестве катода в системе с тлеющим разрядом в инертном газе .Подложка, на которую нужно осадить пленку, располагается на аноде. Вакуумный объем, содержащий анод и катод, откачивают до давления 10-4 Па, после чего производят напуск инертного газа (обычно это Ar при давлении 1-10 Па). Для зажигания тлеющего разряда между катодом и анодом подается высокое напряжение 1-10 кВ. Положительные ионы газа, источником которых является плазма тлеющего разряда, ускоряются в электрическом поле по направлению к катоду и достигают его с большой энергией, возрастание которой происходит в прикатодной области (рис. ). В результате ионной бомбардировки материал с катода распыляется главным образом в виде нейтральных атомов, но частично и в виде ионов. Распыленное вещество конденсируется на всей окружающей площади, в том числе на подложках, расположенных на аноде. Скорость процесса напыления определяется удельной мощностью у поверхности мишени, размером зоны эрозии, расстоянием мишень-подложка, материалом мишени и давлением рабочего газа. Необходимо также учитывать тот факт, что для предотвращения растрескивания, сублимации или плавления мишень охлаждается по системе каналов в катоде. Поэтому для поддержания оптимальной температуры получения тонкопленочных покрытий необходимо найти оптимальную скорость подачи охладителя (что чаще всего обычная вода).
Достоинства метода: простота, легкость изготовления мишеней.
Недостатки метода: низкая скорость напыления, разогрев подложки из-за бомбардирования ее поверхности частицами, маленькие площади напыления.^
Используя магнитное поле, эффективность ионизации около мишени может быть значительно улучшена. В обыденных планарных диодных процессах ионы образуются относительно далеко от мишени и вероятность потери своей энергии в результате столкновений достаточно велика Схема магнетронной распылительной системы приведена на рисунке 9.
Основными элементами являются : плоский катод, изготовленный из напыляемого материала, анод, устанавливаемый по периметру катода, магнитная система, обычно на основе постоянных магнитов, и система водоохлождения. Силовые линии магнитного поля, замыкаясь между полюсами, пересекаются с линиями электрического поля. Принцип действия установки основан на торможении электронов в скрещенных электроических и магнитных полях. Таким образом, в магнетронных устройствах при одновременном действии электрических и магнитных полей изменяется траектория движения электрона. Электроны, эмитированные катодом, и образующиеся в результате ионизации, под действием замкнутого магнитного поля локализуются непосредственно над поверхностью распыляемого материала. Они как бы попадают в ловушку, образуемую, с одной стороны, действием магнитного поля, заставляющего двигаться электроны по циклоидальной траектории вблизи поверхности, с другой – отталкиванием их электрическим полем катода в направлении к аноду. Вероятность и количество столкновения электронов с молекулами аргона и их ионизация резко возрастают. Из-за неоднородности действия электрических и магнитных полей в прикатодной зоне интенсивность ионизации в различных участках различна. Максимальное значение наблюдается в области, где линии индукции магнитного поля перпендикулярны вектору напряженности электрического поля, минимальное – где их направление совпадает. Локализация плазмы в прикатодном пространстве позволяет получить значительно большую плотность ионного тока при меньших рабочих давлениях, и, соответственно, обеспечить высокие скорости распыления.Достоинства метода: высокая скорость напыления, низкий уровень бомбардировки подложки.
Недостатки метода: проблемы с выбором материалов мишени, а также сложности с ее производством.
Поскольку на небольшой участок площади мишени приходится большая мощность, мишени должны изготавливаться без пустот и пор, чтобы избежать локального плавления и разбрызгивания вещества.^
При помощи напыления воздействием высокочастотного электромагнитного поля появилась возможность получать пленки непроводящих материалов из-за отсутствия эффекта накопления заряда на поверхности мишени. Большинство ионов немобильны в условиях высокочастотного напыления (5-30 МГц) в отличие от электронов, которые чувствительны к колебаниям прикладываемого потенциала. Если электрод подсоединяется к радиочастотному генератору, на электроде появляется отрицательное напряжение вследствие различия в подвижности между электронами и ионами. Напыление может производиться при достаточно низких давлениях (5 – 15 торр) в сравнении с планарным магнетронным напылением из-за более высокой частоты колебаний электронов и их большей энергии, следовательно, большее количество соударений может приводить к ионизации. (рис ) .^
В данном методе для распыления используется пучок частиц высокой энергии. Для создания таких потоков частиц с контролируемой энергией разработаны системы ионных пушек (рис.)Технология ионно-лучевого распыления заключается в бомбардировке мишени заданного состава пучком ионов с энергией до 5000 эВ с последующим осаждением распыленного материала на подложку. При этом стехиометрия формируемого покрытия идентична мишени. Эта современная технология предназначена для нанесения прецизионных нанослойных покрытий с высокой плотностью и низкой шероховатостью
.
Дополнительными преимуществами технологии ионно-лучевого распыления являются возможность проведения реактивных и нереактивных процессов в одной камере без переналадки (например, из мишени Si можно получать покрытия Si, SiO2, Si3N4), возможность нанесения покрытий на термочувствительные подложки (пластики и т. д.) (так как процесс нанесения характеризуется низкими температурами до 900С). Кроме того возможен перенос нанокомпозитных материалов мишени на подложку без изменения их свойств.
В большинстве случаев ионно-лучевое распыление проводится при энергии ионов 100―1000 эВ, что обеспечивает поддержание низкой температуры подложки и ограничивает ее радиационное повреждение. При энергии свыше 1000 кэВ ионы проникают так глубоко, что лишь небольшое количество поверхностных атомов распыляется, коэффициент распыления уменьшается. Распыление, таким образом, является процессом, в котором увеличение энергии ионов неэффективно. Коэффициент распыления материала зависит от типа бомбардирующих его ионов. Атомная масса падающего иона является одним из факторов, определяющих величину импульса, которая может быть передана атомам подложки. Инертный газ аргон наиболее широко используется в ионно-лучевом распылении, поскольку обеспечивает высокий коэффициент распыления, дешев и легко доступен. Коэффициент распыления зависит не только от природы бомбардирующих ионов, но и от природы материала мишени, причем определяется положением распыляемого элемента в периодической системе и обратно пропорционален теплоте сублимации. Часто используемые в микроэлектронике материалы׃ палладий, платина, золото – имеют сравнительно высокий коэффициент распыления, тогда как углерод, титан и тантал – низкий.Есть установки ионно-лучевого распыления содержащие два ионных источника: источник ионов с холодным полым катодом на основе самостоятельного двухкаскадного разряда низкого давления для распыления мишеней и источник ионов Кауфмана холловского типа с открытым торцом для создания ассистирующего потока низкоэнергетических ионов. Основные компоненты установки и их взаимное расположение внутри вакуумной камеры схематично показаны на рис. 4.
Ионно-лучевое распыление является методом анизотропного распыления с очень высоким разрешением, который обеспечивает хорошее качество покрытий, воспроизводимость и вносит минимальное загрязнение.^
Молекулярно-лучевая эпитаксия - эпитаксиальный рост в условиях сверхвысокого вакуума. Этот метод позволяет выращивать гетероструктуры заданной толщины с моноатомно гладкими гетерограницами и с заданным профилем легирования. Для процесса эпитаксии необходимы специальные хорошо очищенные подложки с атомарногладкой поверхностью. В основе метода лежит осаждение испаренного в молекулярном источнике вещества на кристаллическую подложку. Источник, в котором формируются молекулярные и атомные пучки, представляет собой камеру, соединённую с высоковакуумным объёмом при помощи отверстия в тонкой стенке или узкого капилляра в толстой стенке. Исследуемые молекулы или атомы вводятся в камеру источника в виде газа или пара при давлении несколько мм рт. ст. Для увеличения интенсивности пучков применяют источники с несколькими отверстиями или капиллярами, расстояние между которыми должно быть несколько больше их диаметра. Соударения с частицами остаточного газа разрушают молекулярные и атомные пучки, тем быстрее, чем хуже вакуум. Длина молекулярных и атомных пучков в идеальном вакууме была бы чрезвычайно велика, т. к. возможны были бы только соударения «догона». Несмотря на достаточно простую идею, реализация данной технологии требует чрезвычайно сложных технических решений. (рис) .
Основные требования к установке эпитаксии следующие:
- В рабочей камере установки необходимо поддерживать сверхвысокий вакуум (около 10−8 Па).
- Чистота испаряемых материалов должна достигать 99,999999 %.
- Необходим молекулярный источник, способный испарять тугоплавкие вещества (такие как металлы) с возможностью регулировки плотности потока вещества.
- ^
Метод химического осаждения пленок основан на гетерогенных химических реакциях в парогазовой среде, окружающей подложку, в результате которых образуются покрытия.
Исходными продуктами служат, например, газообразные галогениды, при взаимодействии которых с другими составляющими смесей (водородом, аммиаком, окисью углерода и т.д.) образуется покрытие. Разложение галогенида происходит вследствие термической химической реакции (Т = 1000…1100 С), например для случая получения нитрида титана имеем
TiCl4 + N2 + 2h3 TiN + 4HCl; Другой пример реакции химического переноса. Осаждение арсенида галлия с помощью хлоридного процесса зависит от следующей обратимой реакции:6GaAs(g) + 6HCI(g) As4(g) + GaCl(g) + 3h3(g)Для этих процессов перенос GaAs от источника к подложке зависит от разности равновесных постоянных между источником GaAs и газоносителем, с одной стороны, и подложкой и газоносителем—с другой, (рис) . Каждая из этих областей поддерживается при разных температурах. T1— температура источника GaAs, T2 — температура подложки, на которой осаждается GaAs . T1> >Т2. Это позволяет испарять арсенид галлия из горячего источника при температуре T1 в направлении к более холодной подложке при температуре Т2 через промежуточную газообразную среду различного химического состава.
^ Водород является наиболее распространенным восстановительным элементом. Примерами являются осаждение кремния при восстановительной реакции тетрахлорида кремния с водородом, которое происходит при 1000 °С
^ Пленки двуокиси кремния можно осаждать, используя реакцию силана с кислородом.
Химическое осаждение из газовой фазы для получения пленок происходит в процессе химической реакции вещества на горячей поверхности подложки. Осаждаемый материал находится в газообразном состоянии и смешан с инертным газом-носителем. Важность этого метода заключается в возможности его использования для осаждения разнообразных элементов и соединений при относительно низких температурах и атмосферном давлении.
Приведем еще примеры:
- пиролитическое осаждение графита из метана СН4, которое происходит при температуре подложки 2200 °С;
- осаждение кремния из силана (Sih5) при температурах (800—1350 °С) осаждение никеля из его карбонильных соединений, которое проводится приблизительно при 100 °С.
^
Химическое газофазное нанесение пленок (CVD метод ) осуществляется путем направления одного или нескольких летучих прекурсоров на подложку где они разлагаются или вступают в реакции образуя требуемые пленки
Формирование покрытий CVD методом происходит за счет протекания на нагретой поверхности изделий гетерогенных процессов разложения (водородного восстановления) металлсодержащих химических соединений , находящихся в реакционном объеме в газообразном состоянии. Механизм осуществления CVD метода показан на рис. Благодаря высокой подвижности и интенсивности процессов массопереноса, присущих газообразным средам, метод CVD покрытий обладает исключительной "кроющей" способностью. Возможность обеспечивать высокие массовые потоки металлсодержащего соединения в газообразном состоянии к покрываемой поверхности позволяет реализовать высокую производительность процессов нанесения покрытия, в которых скорость роста может достигать от нескольких сотен микрон в час до нескольких миллиметров в час. Высокая поверхностная подвижность адсорбированных металлсодержащих соединений позволяет в CVD процессах получать покрытия с плотностью, близкой к теоретической, при температурах ~ 0,15-0,3 от температуры плавления материала, что недоступно для других методов нанесения покрытий, а также формировать совершенные эпитаксиальные покрытия.
Мощным инструментом воздействия как на кинетику CVD процессов нанесения покрытий, так и свойства покрытий является метод CVD с плазменной поддержкой (PECVD). Применение различных приемов возбуждения плазмы в реакционном объеме и управление ее параметрами позволяет интенсифицировать процессы роста покрытий, сдвигать их в область более низких температур, делает более управляемыми процессы формирования заданного микрорельефа и структуры покрытия, примесного состава и других характеристик покрытия.
Схемы установок CVD и PECVD показаны на рис
Таким образом, среди известных методов нанесения покрытий высокого качества методы CVD и PECVD находятся вне конкуренции в большинстве случаев, когда необходимо:
- наносить равномерные по толщине, высокоплотные покрытия на изделия сложной формы с развитой поверхностью, в том числе, на внутренние поверхности, протяженные и глухие полости, отверстия
- получать покрытия из тугоплавких, труднообрабатываемых металлов, сплавов и соединений с плотностью близкой к теоретической и высокой чистоты, формировать из них самонесущие изделия различной геометрии.
- наносить покрытия на порошки и другие сыпучие материалы, пропитывать (уплотнять) пористые структуры (рис).
Разновидностью CVD метода является метод металлоорганического химического газофазного нанесение пленок - MOCVD - это процесс нанесения пленок из газовой фазы в котором используются металлоорганические летучие прекурсоры (например, Ta(OC2H5)5, чтобы получить пленку Ta2O5).Метод распылительного-пиролиза
Среди химических методов получения пленок последнее время довольно широко развивается метод распылительного-пиролиза, заключающийся в распылении на разогретые подложки аэрозолей, включающих термически разлагающиеся соли соответствующих компонентов сложных или простых оксидов. Применяя данный способ, следует считаться с тем, что солевые компоненты в силу разной устойчивости к нагреванию могут разлагаться либо ещё на подлете к подложке и тогда часть компонентов будет оседать уже в виде твердых частиц и агломератов, либо подвергаться пиролизу только после достижения микрокаплей заданной температуры подложки. Такое явление может приводить к снижению химической и фазовой гомогенности пленок, также как и возможная высокая летучесть некоторых солевых форм, при этом приходится корректировать состав исходных растворов, повышая в них долю летучих компонентов. Введение в рабочие растворы растворимых в данном растворителе (например, воде) полимеров позволяет снизить отрицательное влияние указанных факторов, т.к. температуры разложения солей нивелируются.^
Жидкофазная эпитаксия стала важнейшим методом получения различных пленок и полупроводниковых кристаллов. В целом, тонкопленочный рост например пленок феррит-гранатов методом жидкофазной эпитаксии состоит из следующих этапов сперва, смесь оксидов (например, Re2O3, Fe2O3, PbO, B2O3 для получения железотриевого граната) нагревается до температуры выше, чем температуры насыщения (Tнас)и выдерживается в течение длительного промежутка времени, чтобы достичь максимальной гомогенности расплава. Затем температура понижается (меньше, чем Tнас) так, что система некоторое время пребывает в состоянии пересыщения и после этого вводится подложка. В конце процесса роста подложка с пленкой извлекается из системы. (рис ) .
Скачать файл (105.5 kb.)gendocs.ru
Методы получения тонких пленок | Основы электроакустики
 Основные методы нанесения тонких пленок на подложку и друг на друга
Основные методы нанесения тонких пленок на подложку и друг на друга
- термическое (вакуумное) напыление.
- электрохимическое напыление
- ионно-плазменоое напыление
- катодное напыление
- ионно-плазмическое напыление
Tермическое (вакуумное) напыление Метод основан на подаче направленного потока пара вещества и последовательной конденсации его на поверхности подложки, имеющей температуру ниже температуры источника пара. Пленка при конденсации формируется из отдельных атомов или молекул пара вещества. Процесс термо-вакуумного напыления состоит из 4 этапов:
- образование пара вещества
- перемещение частиц пара от источника к подложкам
- конденсация пара на подложках
- образование зародышей и рост пленки
Достоинство метода: простота и возможность получения чистых пленок.
Недостатки:
- трудность напыления тугоплавких материалов.
- трудность или невозможность воспроизведения на подложке химического состава испаряемого вещества, так как при высокой температуре химические соединения диссоциируют (разделятся), а их составляющие конденсируются на подложке раздельно. Есть вероятность того, что новая комбинация на подложке не будет соответствовать структуре исходной молекулы.
При катодном и ионно-плазменный распылении энергия, необходимая для отрыва атом испаряемого вещества получается в результате бомбардировки ее поверхности ионами плазмы. Атомы вылетают с поверхности катода при его разрушении, распространяются в окружающем пространстве и конденсируют на подложке. Плазму получают возбуждением тлеющего разряда между двумя электродами, находящимися под разностью потенциалов 3-6 кВ и при давлении 13-0,1 Па. Газовая среда при катодном напылении может быть инертной (аргон) или химически активной (кислород). Процесс распыления в химически активной среде называется реактивным напылением. Метод катодного напыления позволяет получить тонкие пленки металлов, а также пленки различных сплавов, характеризующиеся высокой адгезией (прилипанию) и однородностью. Пример: распыление не с высокой температурой можно получить большую поверхность и лучшую равномерность толщины пленки, так как напыление идет не с точечного источника, а с плоской поверхности катода
Ионно-плазменный метод – разновидность катодного распыления, но осуществляется не бомбардированием катода, возбужденного ионом тлеющего разряда, а бомбардировкой специальной массой газового разряда.Катодное распыление – двухэлектродное.
Основные недостатки:
- трудность изготовления мишеней определенной формы и размеров из материалов высокой чистоты (наличие остаточных газов)
- сложность контроля процессов распыления и управления ими
- низкая скорость роста пленок
audioakustika.ru
Методы получения тонких пленок - страница 3
1.3 Ионно-лучевые методы получения тонких пленок
Тонкие пленки различных материалов можно наносить на подложку, распыляя материал мишени пучком ионов инертных газов. Основные достоинства этого метода нанесения пленок по сравнению с методом ионно-плазменного распыления состоят в следующем:
- возможность нанесения пленок материалов сложного состава с сохранением компонентного состава мишени;
- малое рабочее давление в технологической камере, ограниченное лишь быстротой откачки вакуумной системы, а не условиями поддержания разряда;
- отсутствие электрических полей в области подложки, что особенно важно при нанесении диэлектрических пленок на подложки из проводящих материалов;
- возможность управления зарядами в осаждаемой диэлектрической пленке с помощью электронов, эмиттируемых катодом нейтрализации.
Ионно-лучевой метод наиболее эффективен для нанесения пленок многокомпонентных материалов, различных диэлектриков, магнитных материалов.
Установка ионно-лучевого распыления представлена на рис.5.
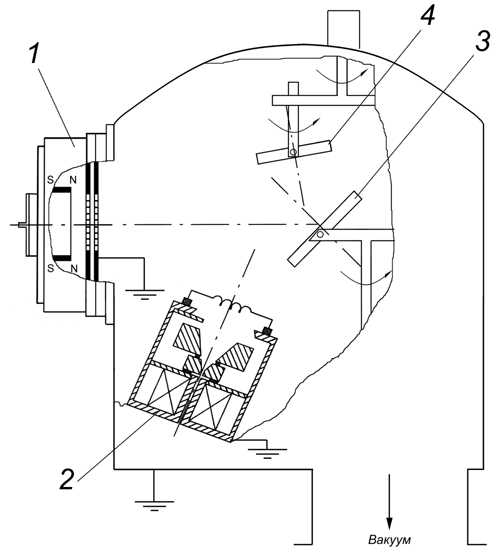
Рис. 5 Схема установки ионно-лучевого распыления
Установка содержит источник ионов на основе двухкаскадного самостоятельного разряда с холодным полым катодом 1 и модифицированный вариант источника ионов Кауфмана с открытым торцом 2. Источник ионов 1 служит для распыления пучком ионов аргона с энергией 0,8 кэВ и плотностью тока 0,3 мА/см2 мишени 3 чистотой не хуже 99,8%. По направлению потока распыляемого материала установлены подложки, закрепленные на четырех позициях вращающегося держателя 4. Поток ионов аргона со средней энергий 80 эВ и плотностью тока 0,45 мА/см2 из источника ионов 2 служит для очистки и активации поверхности рабочей подложки в течение 2 минут перед нанесением пленки. Источник ионов 2 во время нанесения пленки отключается, подача аргона через него прекращается, а термокатод используется для нагрева поверхности рабочей подложки.
1.4 Молекулярно-лучевая эпитаксия
В настоящее время существуют два основных технологических метода эпитаксии, позволяющие формировать многослойные структуры со сверхтонкими слоями. Это молекулярно-лучевая (МЛЭ) и газо-фазная эпитаксия, в том числе с использованием металлоорганических соединений (МОС) и гидридов (ГФЭ МОС).
Молекулярно-лучевая эпитаксия проводится в вакууме и основана на взаимодействии нескольких молекулярных пучков с нагретой монокристаллической подложкой.
Основными преимуществами метода являются: низкая температура процесса и высокая точность управления уровнем легирования. Снижение температуры процесса уменьшает диффузию примеси из подложки и автолегирование. Это позволяет получать качественные тонкие слои. Легирование при использовании данного метода является безинерционным (в отличие эпитаксии из газовой фазы), что позволяет получать сложные профили легирования.
МЛЭ заключается в осаждении испаренных элементарных компонентов на подогретую монокристаллическую подложку. Этот процесс иллюстрируется с помощью рис. 6, на котором приведены основные элементы для получения соединения (GaAs).
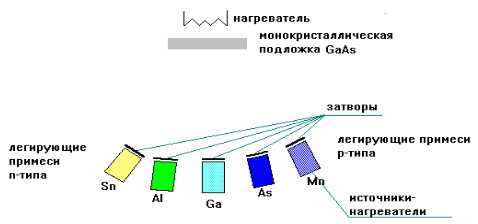
Рис. 6 Схема установки молекулярно-лучевой эпитаксии
Каждый нагреватель содержит тигель, являющийся источником одного из составных элементов пленки. Температура нагревателей подбирается таким образом, чтобы давление паров испаряемых материалов было достаточным для формирования соответствующих молекулярных пучков. Испаряемое вещество с относительно высокой скоростью переносится на подложку в условиях вакуума. Нагреватели располагаются так, чтобы максимумы распределений интенсивности пучков пересекались на подложке.
Подбором температуры нагревателей и подложки получают пленки со сложным химическим составом. Дополнительное управление процессом наращивания осуществляется с помощью заслонок, расположенных между нагревателем и подложкой. Использование этих заслонок позволяет резко прерывать или возобновлять попадание любого из молекулярных пучков на подложку.
1.5 Лазерное распыление
Лазерное напыление – уникальный технологический процесс, позволяющий наносить на поверхность деталей обладающие специальными свойствами материалы (металлы, карбиды и т.п.), добиваясь, таким образом, восстановления геометрии, повышения поверхностной прочности, коррозионной устойчивости, снижения трения и прочих эффектов. В отличие от технологии, использующей тепло электрической дуги или сгорания смеси горючего и кислорода, лазерное напыление обеспечивает меньшее термическое воздействие и смешивание материала подложки с напыляемым материалом, при более прочном их скреплении.
Схема установки лазерным испарением представлена на рис. 7.
Рис. 7 Схема установки лазерным испарением.
Глубина проникновения лазерного луча в поверхность мишени мала (приблизительно 10 нм). Это означает, что только тонкий поверхностный слой материала подвержен воздействию излучения в то время, как оставшаяся часть мишени остается незатронутой.
Говоря о достоинствах лазерного испарения, можно отметить, что это один из наиболее быстрых методов получения тонкопленочных покрытий, он предоставляет четко ориентированное направление распространения плазмы, наряду со стехиометрическим трансфером материи от мишени к подложке.
2 Химические вакуумные методы
Метод химического осаждения тонких пленок осуществляется при напуске в рабочую камеру смеси газов, содержащей компоненты получаемой пленки. Главными преимуществами метода химического осаждения являются широкий диапазон скоростей осаждения и возможность получения заданной кристаллической структуры пленки (вплоть до монокристаллов), а основным недостатком — использование токсичных, экологически небезопасных газовых смесей.
2.1 Реактивное катодное распыление
В отличие от физического распыления реактивное катодное распыление происходит в тлеющем разряде смеси инертного и активного газов. Частицы распыленного катода химически взаимодействуют с активным газом или образуют с ним твердые соединение, и новое вещество попадает в основу. Чтобы процесс образования вещества пленки, которая наносится, не проходил на катоде, что очень усложняет горения разряда, применяют смеси аргона с содержанием активных газов не более 10%. Для получения пленок оксидов распыления проводят в плазме аргон-кислород, нитрид - в плазме аргон-азот, карбидов в плазме аргон-угарный газ или аргон-метан. При вводе в камеру различных активных газов, получают пленки различных соединений, которые практически невозможно получить термовакуумным напылением.
Реактивное катодное распыление позволяет не только получить различные по составу пленки, но и управлять их свойствами, например удельное сопротивление резистивных пленок. Реактивное распыление широко используется для формирования высокоомных резисторов.
Главными техническими трудностями при реактивном катодном распылении является точное дозирование активного газа, подаваемого в вакуумную камеру.
2.2 Газовазная МОС-гидридная эпитаксия с использованием металлоорганических соединений (МОСГЭ)
Этот не требует дорогостоящего оборудования, обладает высокой производительностью. Достоинствами МОСГЭ являются также необратимость химических реакций, лежащих в его основе, и отсутствие в парогазовой смеси химически активных с растущим слоем компонент. Это позволяет проводить процесс эпитаксии при сравнительно низких температурах роста и осуществлять прецизионную подачу исходных веществ, что позволяет обеспечить контролируемое легирование слоев и получение структур в широком диапазоне составов твердых растворов с резкими концентрационными переходами.
К недостаткам МОС-гидридного метода можно отнести высокую токсичность используемых исходных соединений, в первую очередь арсина, а также сложность химических процессов, приводящих к образованию слоя GaAs, что затрудняет моделирование условий образования эпитаксиальных слоев с нужными свойствами.
Особенность метода состоит в том, что в эпитаксиальном реакторе создается высокотемпературная зона, в которую поступает газовая смесь, содержащая разлагаемое соединение. В этой зоне протекает реакция и происходит выделение и осаждение вещества на подложке, а газообразные продукты реакции уносятся потоком газа-носителя.
Для получения соединений AIIIBV в качестве источника элемента III группы используют металлоорганические соединения (например, триметилгаллий (ТМГ) для синтеза GaAs и триметилиндий (ТМИ) для InP или InGaP). В качестве источников элементов V группы служат газы арсин и фосфин.
2.3 Жидкофазная эпитаксия
Жидкофазная эпитаксия в основном применяется для получения многослойных полупроводниковых соединений, таких как GaAs, CdSnP2. Готовится шихта из вещества наращиваемого слоя, легирующей примеси (может быть подана и в виде газа) и металла-растворителя, имеющего низкую температуру плавления и хорошо растворяющий материал подложки (Ga, Sn, Pb). Процесс проводят в атмосфере азота и водорода (для восстановления оксидных плёнок на поверхности подложек и расплава) или в вакууме (предварительно восстановив оксидные плёнки). Расплав наносится на поверхность подложки, частично растворяя её, и удаляя загрязнения и дефекты. После выдержки при максимальной температуре ≈ 1000°С начинается медленное охлаждение. Избытки полупроводника осаждаются на подложку, играющую роль затравки. Существуют три типа контейнеров для проведения эпитаксии из жидкой фазы: вращающийся (качающийся), пенального типа, шиберного типа.
3. Химические вневакуумные методы
3.1 Электрохимическое осаждение покрытий
Это метод получения пленок отличается от предыдущих тем, что рабочей средой является жидкость. Однако характер процессов сходен с ионно-плазменным напылением, поскольку и плазма, и электролит представляют собой квазинейтральную смесь ионов и неионизированных молекул или атомов. А главное, осаждение происходит также постепенно (послойно) как и напыление, т.е. обеспечивает возможность получения тонких пленок.
В основе электрохимического осаждения лежит электролиз раствора, содержащего ионы необходимых примесей. Например, если требуется осадить медь, используется раствор медного купороса, а если золото или никель – растворы соответствующих солей.
Ионы металлов дают в растворе положительный заряд. Поэтому, чтобы осадить металлическую пленку, подложку следует использовать как катод. Если подложка является диэлектриком или имеет низкую проводимость, на нее предварительно наносят тонкий металлический подслой, который и служит катодом. Подслой можно нанести методом термического или ионно-плазменного напыления.
Большое преимущество электрохимического осаждения перед напылением состоит в гораздо большей скорости процесса, которая легко регулируется изменением тока. Поэтому основная область применения электролиза в микроэлектронике – это получение сравнительно толстых пленок (10 – 20 мкм и более). Качество (структура) таких пленок хуже, чем при напылении, но для ряда применений они оказываются вполне приемлемыми.
Один из вариантов химического ионно-плазменного напыления называют анодированием. Этот процесс состоит в окислении поверхности металлической пленки (находящейся под положительным потенциалом) отрицательными ионами кислорода, поступающими из плазмы газового разряда. Для этого к инертному газу (как и при чисто химическом напылении) следует добавить кислород. Т. о., анодирование осуществляется не нейтральными атомами, а ионами.
Химическое напыление и анодирование проходят совместно, т.к. в газоразрядной плазме (если она содержит кислород) сосуществуют нейтральные атомы и ионы кислорода. Для того чтобы анодирование превалировало над чисто химическим напылением, подложку располагают "лицом" (т.е. металлической пленкой) в сторону, противоположную катоду, с тем, чтобы на нее не попадали нейтральные атомы.
По мере нарастания окисного слоя ток в анодной цепи падает, т. к. окисел является диэлектриком. Для поддержания тока нужно повышать питающее напряжение. Поскольку часть этого напряжения падает на пленке, процесс анодирования протекает в условиях большой напряженности поля в окисной пленке. В результате и в дальнейшем она обладает повышенной электрической прочностью.
К числу других преимуществ анодирования относятся большая скорость окисления и возможность управления процессом путем изменения тока в цепи разряда. Качество оксидных пленок, получаемых данным методом, выше, чем при использовании других методов.
3.2 Химическая металлизация
Химическая металлизация основана на химической "реакции серебряного зеркала" и заключается в нанесении на поверхности пластмасс, пластика, алюминия, керамики металлизируемых изделий зеркальных металлических покрытий, которые имеют высокую отражающую способность. Зеркальные металлизированные поверхности, образующиеся в результате химической металлизации, отличаются целым рядом существенных преимуществ. Во-первых, такой метод как химическая металлизация практична с экономической точки зрения. Он не является технически сложным и оптимально вписывается в технологические процессы. Во-вторых, металлизация универсальна. В-третьих, металлизированные поверхности, получаемые с применением метода, как химическая металлизациия, отличаются прекрасными механическими свойствами, в частности высокой износостойкостью и твердостью. В-четвертых, химическая металлизация удобна тем, что размеры металлизируемых деталей практически не ограниченны. В-пятых, такой процесс как химическая металлизация совершенно безвреден в экологическом отношении, он не наносит ущерба здоровью людей и окружающей среде.
При использовании метода химической металлизации технологический процесс осуществляется в три основных этапа. Сначала на поверхность детали наносится слой специального связующего грунта, активного по отношению к последующему металлическому слою. Затем при помощи установки "Мета-хром", предназначенной для химической металлизации пластмасс, на покрытую связующим грунтом поверхность напыляют специально подготовленные химреагенты, которые в результате химической реакции и образуют на поверхности детали зеркальное металлическое покрытие. Наконец, на полученное зеркальное покрытие наносится слой защитного лака, предохраняющий металлизированную поверхность от потускнения и механического износа. После затвердения и высыхания защитного лака металлизированное покрытие выглядит точно так же, как если бы оно было нанесено методом электролитического осаждения. Добавляя в защитный лак красящие пигментные тонеры, можно придать покрытию внешний вид хрома, алюминия, золота, меди, бронзы, других металлов и сплавов.
Заключение
У исследователей, заинтересовавшихся в исследовании тонких пленок, имеется широкий выбор методов их изготовления. В общем случае, эти методы могут быть разбиты на два класса. Один класс объединяет методы, основанные на физическом испарении или распылении материала из источника, например термическое испарение или ионное распыление. В другом классе собраны методы, основанные на использовании химических реакций. Сущность реакций в этом классе методов может быть различной: электрическое разделение ионов, как например при электрохимическом осаждении и анодировании, или использование тепловых объектов, как например при осаждении из паровой фазы и термическом выращивании. В данной работе была предпринята попытка совершить классификацию методов получения тонких пленок, основанную на таком принципе подразделения.
После рассмотрения различных методов получения тонких пленок сделан вывод, что нет оптимального выбора метода получения тонких пленок. Выбор метода зависит от типа требуемой пленки, от ограничений в выборе подложек и часто, особенно в случае многократного осаждения, от общей совместимости различных процессов, протекающих при применении этого метода.
Список литературы
1. В. И. Смирнов. Физико-химические основы технологии электронных средств. Учебное пособие. Ульяновск. 2005.
2. Технология тонких пленок. Справочник. Под ред. Л. Майссела, Р. Глэнга. Том 1. М.: Советское радио. 1977.
3. Н. И. Сущенцов. Основы технологии микроэлектроники. Лабораторный практикум. Йошкар-Ола. 2005.
4. Ю. Панфилов. Нанесение тонких пленок в вакууме. "Технологии в электронной промышленности, №3’2007", С 76-80.
5. Ф.И.Григорьев. Плазмохимическое и ионно-химическое травление в технологии микроэлектроники. Учебное пособие. М.: 2003.
coolreferat.com
Методы получения тонких пленок — МегаЛекции
Тонкие пленки не только являются основой тонкопленочных ГИС, но широко используются и в полупроводниковых интегральных схемах. Поэтому методы получения тонких пленок относятся к общим вопросам технологии микроэлектроники.
Существуют три основных метода нанесения тонких пленок на подложку и друг на друга: термическое (вакуумное) напыление, ионно-плазменное напыление и электрохимическое осаждение. Ионно-плазменное напыление имеет две разновидности: катодное напыление и собственно ионно-плазменное.
Термическое (вакуумное) напыление. Схема этого метода показана на рис. 6.15. Металлический или стеклянный колпак 1 расположен на опорной плите 2. Между ними находится прокладка 3, обеспечивающая поддержание вакуума после откачки подколпачного пространства. Подложка 4, на которую проводится напыление, закреплена на держателе 5. К держателю примыкает нагреватель 6 (напыление проводится на нагретую подложку). Испаритель 7 включает в себя нагреватель и источник напыляемого вещества. Поворотная заслонка 8 перекрывает поток паров от испарителя к подложке: напыление длится в течение времени, когда заслонка открыта.
На подложке создаются наиболее благоприятные условия для конденсации паров, хотя частично конденсация происходит и на стенках колпака. Слишком низкая температура подложки препятствует равномерному распределению адсорбируемых атомов: они группируются в «островки» разной толщины, часто не связанные друг с другом. Наоборот, слишком высокая температура подложки приводит к отрыву только что осевших атомов, к их «реиспарению». Поэтому для получения качественной пленки температура подложки должна лежать в некоторых оптимальных пределах (обычно 200-400 °С). Скорость роста пленок в зависимости от ряда факторов (температура нагревателя, температура подложки, расстояние от испарителя до подложки, тип напыляемого материала и др.) лежит в пределах от десятых долей до десятков нанометров в секунду.
Прочность связи — сцепления пленки с подложкой или другой пленкой — называется адгезией. Некоторые распространенные материалы (например, золото) имеют плохую адгезию с типичными подложками, в том числе с кремнием. В таких случаях на подложку сначала наносят так называемый подслой, характерный хорошей адгезией, а затем на него напыляют основной материал, у которого адгезия с подслоем тоже хорошая. Например, для золота подслоем могут быть никель или титан.
Главными достоинствами рассмотренного метода являются его простота и возможность получения исключительно чистых пленок (при высоком вакууме). Однако у него есть и серьезные недостатки: трудность напыления тугоплавких материалов и трудность (а иногда невозможность) воспроизведения на подложке химического состава испаряемого вещества. Последнее объясняется тем, что при высокой температуре химические соединения диссоциируют, а их составляющие конденсируются на подложке раздельно. Естественно, имеется вероятность того, что новая комбинация атомов на подложке не будет соответствовать структуре исходной молекулы.
Катодное напыление. Схема этого метода показана на рис. 6.16. Здесь большинство компонентов те же, что и на рис. 6.15. Однако отсутствует испаритель: его место по расположению (и по функции) занимает катод 6, который либо состоит из напыляемого вещества, либо электрически контактирует с ним. Роль анода выполняет подложка вместе с держателем.
Подколпачное пространство сначала откачивают до 10~5-10~6 мм рт. ст., а затем в него через штуцер 8 вводят некоторое количество очищенного нейтрального газа (чаще всего аргона), так что создается давление 10~1-10~2 мм рт. ст. При подаче высокого (2-3 кВ) напряжения на катод (анод заземлен из соображений электробезопасности) в пространстве анод-катод возникает аномальный тлеющий разряд, сопровождающийся образованием квазинейтральной электронно-ионной плазмы.
Специфика аномального тлеющего разряда состоит в том, что в прикатодном пространстве образуется настолько сильное электрическое поле, что положительные ионы газа, ускоряемые этим полем и бомбардирующие катод, выбивают из него не только электроны (необходимые для поддержания разряда), но и нейтральные атомы. Тем самым катод постепенно разрушается. В обычных газоразрядных приборах разрушение катода недопустимо (поэтому в них используется нормальный тлеющий разряд), но в данном случае выбивание атомов из катода является полезным процессом, аналогичным испарению.
Важным преимуществом катодного напыления по сравнению с термическим является то, что распыление катода не связано с высокой температурой. Соответственно отпадают трудности при напылении тугоплавких материалов и химических соединений (см. последний абзац предыдущего раздела).
Недостатками катодного напыления в целом являются некоторая загрязненность пленок (из-за использования сравнительно низкого вакуума), меньшая по сравнению с термическим методом скорость напыления (по той же причине), а также сложность контроля процессов.
Ионно-плазменное напыление. Схема этого метода показана на рис. 6.17. Главная его особенность по сравнению с методом катодного напыления состоит в том, что в промежутке между электродом 9 — мишенью (с нанесенным не нее напыляемым материалом) и подложкой 4 действует независимый, «дежурный» газовый разряд. Разряд имеет место между электродами 6 и. 7, причем тип разряда — несамостоятельный дуговой. Для этого типа разряда характерны: наличие специального источника электронов в виде накаливаемого катода (6), низкие рабочие напряжения (десятки вольт) и большая плотность электронно-ионной плазмы. Подколпачное пространство, как и при катодном напылении, заполнено нейтральным газом, но при более низком давлении (1(Г3-1(Г4 мм рт. ст.).
Процесс напыления состоит в следующем. На мишень относительно плазмы (практически — относительно заземленного анода 7) подается отрицательный потенциал (2-3 кВ), достаточный для возникновения аномального тлеющего разряда и интенсивной бомбардировки мишени положительными ионами плазмы. Выбиваемые атомы мишени попадают на подложку и осаждаются на ней. Таким образом, принципиальных различий между процессами катодного и ионно-плазменного напыления нет. Различаются лишь конструкции установок: их называют соответственно двух- и трехэлектродными.
Преимущества собственно ионно-плазменного метода по сравнению с катодным состоят в большей скорости напыления и большей гибкости процесса (возможность ионной очистки, возможность отключения рабочей цепи без прерывания разряда и др.). Кроме того, на качестве пленок сказывается более высокий вакуум.
Анодирование. Один из вариантов химического ионно-плазменного напыления называют анодированием. Этот процесс состоит в окислении поверхности металлической пленки (находящейся под положительным потенциалом) отрицательными ионами кислорода, поступающими из плазмы газового разряда. Для этого к инертному газу (как и при чисто химическом напылении) следует добавить кислород. Таким образом, анодирование осуществляется не нейтральными атомами, а ионами.
Химическое напыление и анодирование, вообще говоря, проходят совместно, так как в газоразрядной плазме (если она содержит кислород) сосуществуют нейтральные атомы и ионы кислорода. Для того чтобы анодирование превалировало над чисто химическим напылением, подложку располагают «лицом» (т.е. металлической пленкой) в сторону, противоположную катоду, с тем чтобы на нее не попадали нейтральные атомы.
По мере нарастания окисного слоя ток в анодной цепи падает, так как окисел является диэлектриком. Для поддержания тока нужно повышать питающее напряжение. Поскольку часть этого напряжения падает на пленке, процесс анодирования протекает в условиях большой напряженности поля в окисной пленке. В результате и в дальнейшем, при эксплуатации, она обладает повышенной электрической прочностью.
К числу других преимуществ анодирования относятся большая скорость окисления (поскольку поле в пленке окисла ускоряет взаимные перемещения атомов металла и кислорода) и возможность управления процессом путем изменения тока в цепи разряда. Качество окисных пленок, получаемых методом анодирования, выше, чем при использовании других методов.
Электрохимическое осаждение. Этот метод получения пленок отличается от предыдущих тем, что рабочей средой является жидкость. Однако характер процессов сходен с ионно-плазменным напылением, поскольку и плазма, и электролит представляют собой квазинейтральную смесь ионов и неионизированных молекул или атомов. А главное, осаждение происходит так же постепенно (послойно), как и напыление, т.е. обеспечивает возможность получения тонких пленок.
В основе электрохимического осаждения лежит электролиз раствора, содержащего ионы необходимых примесей. Например, если требуется осадить медь, используется раствор медного купороса, а если золото или никель — растворы соответствующих солей.
Ионы металлов имеют в растворе положительный заряд. Поэтому, чтобы осадить металлическую пленку, подложку следует использовать как катод. Если подложка является диэлектриком или имеет низкую проводимость, на нее предварительно наносят тонкий металлический подслой, который и служит катодом. Подслой можно нанести методом термического или ионно-плазменного напыления.
Чтобы осуществить электрохимическое анодирование, окисляемую пленку металла следует использовать как анод, а электролит должен содержать ионы кислорода.
Большое преимущество электрохимического осаждения перед напылением состоит в гораздо большей скорости процесса, которая к тому же легко регулируется изменением тока. Поэтому основная область применения электролиза в микроэлектронике — это получение сравнительно толстых пленок (10-20 мкм и более). Качество (структура) таких пленок хуже, чем при напылении, но для ряда применений они оказываются вполне приемлемыми.
Термическое испарение
Термическое (вакуумное) напыление (испарение). Схема этого метода показана на рис. 6.15. Металлический или стеклянный колпак 1 расположен на опорной плите 2. Между ними находится прокладка 3, обеспечивающая поддержание вакуума после откачки подколпачного пространства. Подложка 4, на которую проводится напыление, закреплена на держателе 5. К держателю примыкает нагреватель 6 (напыление проводится на нагретую подложку). Испаритель 7 включает в себя нагреватель и источник напыляемого вещества. Поворотная заслонка 8 перекрывает поток паров от испарителя к подложке: напыление длится в течение времени, когда заслонка открыта.
Нагреватель обычно представляет собой нить или спираль из тугоплавкого металла (вольфрам, молибден и др.), через которую пропускается достаточно большой ток. Источник напыляемого вещества связывается с нагревателем по-разному: в виде скобок («гусариков»), навешиваемых на нить накала; в виде небольших стержней, охватываемых спиралью, в виде порошка, засыпанного в тигель, нагреваемый спиралью, и т.п. Вместо нитей накала в последнее время используют нагрев с помощью электронного луча или луча лазера.
На подложке создаются наиболее благоприятные условия для конденсации паров, хотя частично конденсация происходит и на стенках колпака. Слишком низкая температура подложки препятствует равномерному распределению адсорбируемых атомов: они группируются в «островки» разной толщины, часто не связанные друг с другом. Наоборот, слишком высокая температура подложки приводит к отрыву только что осевших атомов, к их «реиспарению». Поэтому для получения качественной пленки температура подложки должна лежать в некоторых оптимальных пределах (обычно 200-400 °С). Скорость роста пленок в зависимости от ряда факторов (температура нагревателя, температура подложки, расстояние от испарителя до подложки, тип напыляемого материала и др.) лежит в пределах от десятых долей до десятков нанометров в секунду.
Прочность связи — сцепления пленки с подложкой или другой пленкой — называется адгезией. Некоторые распространенные материалы (например, золото) имеют плохую адгезию с типичными подложками, в том числе с кремнием. В таких случаях на подложку сначала наносят так называемый подслой, характерный хорошей адгезией, а затем на него напыляют основной материал, у которого адгезия с подслоем тоже хорошая. Например, для золота подслоем могут быть никель или титан.
Для того чтобы атомы газа, летящие от испарителя к подложке, испытывали минимальное количество столкновений с атомами остаточного газа и тем самым минимальное рассеяние, в подколпачном пространстве нужно обеспечивать достаточно высокий вакуум. Критерием необходимого вакуума может служить условие, чтобы средняя длина свободного пробега атомов в несколько раз превышала расстояние между испарителем и подложкой. Однако этого условия часто недостаточно, так как любое количество остаточного газа чревато загрязнением напыляемой пленки и изменением ее свойств. Поэтому в принципе вакуум в установках термического напыления должен быть как можно более высоким. В настоящее время вакуум ниже 10-6 мм рт. ст. считается неприемлемым, а в ряде первоклассных напылительных установок он доведен до 10-11 мм рт. ст.
Главными достоинствами рассмотренного метода являются его простота и возможность получения исключительно чистых пленок (при высоком вакууме). Однако у него есть и серьезные недостатки: трудность напыления тугоплавких материалов и трудность (а иногда невозможность) воспроизведения на подложке химического состава испаряемого вещества. Последнее объясняется тем, что при высокой температуре химические соединения диссоциируют, а их составляющие конденсируются на подложке раздельно. Естественно, имеется вероятность того, что новая комбинация атомов на подложке не будет соответствовать структуре исходной молекулы.
1.1.
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
megalektsii.ru
Методы получения тонких пленок
Методы получения тонких пленок
Основными участниками процесса нанесения пленки являются кристаллическая подложка, которая должна удовлетворять ряду требований (например, возможности эпитаксиального роста продукта на ней), и источник паров целевого продукта или исходных компонентов (тогда одновременно с осаждением на подложке будет происходить и химическая реакция).
Получение качественных тонких пленок — сложная многопараметрическая задача. В качестве основных управляющих параметров процесса следует указать на кристаллографическую ориентацию подложки и качество ее поверхности, температуру подложки, скорость нанесения пленки, которая зависит как от величины пересыщения пара, так и от газодинамических особенностей реактора.
Чтобы образовалось покрытие на поверхности твердотельной подложки, частицы осаждаемого материала должны пролететь через среду-носитель и вступить в непосредственный контакт с подложкой. После попадания на поверхность значительная часть частиц должна адсорбироваться на ней либо за счет химической реакции с поверхностью образовать новое соединение, которое останется на поверхности. Эти частицы могут быть атомами, молекулам, ионами атомов, ионизированными молекулами или маленькими кусочками материала, как заряженными, так и незаряженными. Средой-носителем могут быть твердое вещество, жидкость, газ или вакуум.
Таким образом, характеризовать процессы осаждения могут ׃
- Среда-носитель (твердая, жидкая, газообразная, вакуум).
- Тип осаждаемых частиц (атом, молекула, ион, небольшие зерна материала).
- Метод введения осаждаемого материала в среду-носитель (перемешивание или растворение материала, введение перемешанного материала в виде осадка, испарение, электрохимическая реакция на поверхности электрода-источника, бомбардировка его поверхности частицами).
- Реакция на поверхности подложки (конденсация материала, химическая реакция осаждаемых компонентов на поверхности подложки, испарение жидкого носителя, электрохимическая реакция на поверхности, имплантация).
- Механизм переноса осаждаемых частиц от источника к подложке (свободный полет, диффузия в газе, диффузия в жидкости).
Основные методы получения тонких пленок подразделяют следующим образом:
физические методы осаждения :
- термическое испарение за счет резистивного нагрева;
- электронно-лучевое испарение
- лазерное испарение;
- ионно-лучевое распыление.
- катодное распыление
- магнетронное распыление
химические методы осаждения
- осаждение из газовой фазы
- метод распылительного-пиролиза
- жидкофазная эпитаксия
- электролиз
- золь –гель метод
1. Испарение в сверхвысоком вакууме
Напыление конденсацией из паровой (газовой) фазы обозначает группу методов напыления тонких плёнок в вакууме, в которых покрытие получается путём прямой конденсации пара. Проблемы, связанные с загрязнениями в среде-носителе при получении пленок, легко решаются при использовании методов осаждения в сверхвысоком вакууме (при давлении менее 10-6 Па). Метод термического испарения заключается в нагреве исходных материалов с помощью какого-либо источника энергии до температуры испарения, и конденсации паров на поверхности твердого тела в виде тонких пленок и покрытий. В зависимости от температуры испарения материал нагревают резистивным способом, воздействием высокочастотного электромагнитного поля, бомбардировкой ускоренными электронами, лучем лазера и с помощью электрического разряда.
Преимущества метода генерации потока осаждаемого вещества термическим испарением.
- возможность нанесения пленок металлов (в том числе тугоплавких), сплавов, полупроводниковых соединений и диэлектрических материалов
- простота реализации
- высокая скорость испарения вещества и возможность регулирования ее в широких пределах
- возможность получения покрытий, практически свободных от загрязнения
Резистивный нагрев,
Нагрев резистивным способом обеспечивается за счет тепла, выделяемого при прохождении электрического тока непосредственно через напыляемый материал или через испаритель, в котором он помещается. Конструктивно резистивные испарители подразделяются на проволочные, ленточные и тигельные. Способ применяется при испарении материалов, температура нагрева которых не превышает 1500 °С
Резистивный нагрев используемый во многих испарительных установках, имеет несколько существенных недостатков: загрязнение от нагревателя, тигля, ограничения по относительно низкой мощности нагревательных элементов. Это не позволяет напылять чистые пленки и испарять материалы с высокой температурой плавления.
Материалы испарителя должны удовлетворять следующим требованиям:
- давление пара материала испарителя при температуре испарения должно быть пренебрежимо мало по сравнению с упругостью пара напыляемого вещества
- материал испарителя должен хорошо смачиваться расплавленным напыляемым металлом с целью обеспечения хорошего теплового контакта и равномерного потока пара
- химическое взаимодействие между контактирующими материалами, обуславливающее загрязнение покрытий и разрушение испарителей, должно отсутствовать
Лодочки, или держатели для резистивного нагрева изготавливаются из тугоплавких металлов, которые могут нагреваться при прохождении через них электрического тока - это вольфрам, тантал, платина, графит.
Электронно-лучевое испарение
Принципиальная схема электронно-лучевого испарения в вакууме дана на рис Испарение электронным лучом лишено недостатков присущих резистивному нагреву .
Механизм электронно-лучевого испарения : посредством нагрева нити накала которая служит катодом, происходит термоэмиссия электронов, причем нить накала располагается не на одной линии с подложкой, таким образом, устраняется появление в пленке примесей от материала катода.
Лучшие результаты при напылении получаются, если испаряемый материал разместить в небольшом углублении охлаждаемого водой медного нагревателя. Электронный ток силой 100—500 мА эмитируется вольфрамовой нитью накала, находящейся вне поля прямого видения со стороны испаряемого вещества, и ускоряется высоким напряжением 3— 10 кВ. Электронный луч с помощью магнитного поля направляется на маленький участок испаряемого вещества, которое локально плавится (рис). Некоторые соединения перед испарением подвергаются диссоциации и от испарителя в первую очередь отделяется компонент, который имеет более высокое давление пара. Для преодоления этого эффекта различные компоненты соединения испаряются из отдельных источников со скоростями, соответствующими молекулярному составу конденсата.
Испарение электронным лучом с ионным ассистированием
В некоторых методах испарения используют обработку ионным лучом подложки для улучшения качества пленки (рис. ). В этом случае ионная пушка, генерирующая ионы с энергией порядка нескольких кэВ, прменяется в сочетании с испарительным источником. В основном используются ионы инертных газов (например, Ar+ или О+2), которые при контакте с поверхностью модифицируют пленочную структуру и состав, делая пленку более прочной и устойчивой.
Лазерная абляция
Лазерное излучение обеспечивает самую высокую плотность энергии на распыляемой поверхности. Это ставит метод лазерной абляции практически безальтернативным методом получения сложных оксидных систем, в состав которых входят элементы с различными коэффициентами распыления. Этот метод успешно применяется для получения многокомпонентных оксидных систем. Данная методика получения различного рода сложных пленочных структур приобрела популярность после первого удачного ее применения для роста тонких пленок сверхпроводников в 1987 г.
Ла́зерная абля́ция - метод удаления вещества с поверхности лазерным импульсом.
При низкой мощности лазера вещество испаряется или сублимируется в виде свободных молекул, атомов и ионов, т.е. над облучаемой поверхностью образуется слабая плазма, обычно не светящаяся (этот режим часто называется лазерной десорбцией). При плотности мощности лазерного импульса, превышающей порог режима абляции, происходит микровзрыв с образованием кратера на поверхности образца и светящейся плазмы вместе с разлетающимися твёрдыми и жидкими частицами (аэрозоля). Режим лазерной абляции иногда также называется лазерной искрой.
Схема установки для проведения лазерной абляции изображена на рис . Мощный лазер располагается снаружи установки. При помощи оптической системы лазерный луч направляется в камеру и фокусируется на мишени. Говоря простыми словами, лазерная абляция – это процесс быстрого плавления и испарения материала мишени, при использовании высокоэнергетического лазерного излучения, с последующим переносом материи от мишени к подложке в вакууме. Глубина проникновения лазерного луча в поверхность мишени мала (приблизительно 10 нм). Это означает, что только тонкий поверхностный слой материала подвержен воздействию излучения в то время, как оставшаяся часть мишени остается незатронутой. Таким образом, лазерная абляция является неравновесным процессом. Говоря о ее достоинствах, можно отметить, что лазерная абляция – один из наиболее быстрых методов получения тонкопленочных покрытий, он предоставляет четко ориентированное направление распространения плазмы, наряду со стехиометрическим переносом материи от мишени к подложке.
2. Получение тонких пленок распылением материалов ионной бомбардировкой.
Распыление – это явление передачи момента импульса от налетающей частицы частицам поверхности мишени с последующим отрывом атомов или молекул и переводом их в вакуум.
Ионное распыление – метод вакуумного напыления, в котором осаждаемый атомарный поток получают в результате бомбардировки ускоренными ионами поверхности исходного напыляемого материала и последующей инжекции распыленных атомов в газовую фазу.
Характер взаимодействия бомбардирующих ионов с поверхностью твердого тела определяется их энергией. При энергиях меньших 5 эВ, взаимодействие ограничивается физически и химически адсорбированными слоями, вызывая их десорбцию и обуславливая протекание различных химических реакций. При кинетических энергиях, превышающих энергию связи атомов в кристаллической решетке, бомбардировка вызывает разрушение приповерхностного слоя и выброс атомов в газовую фазу (распыление). Минимальная энергия ионов, приводящая к выбиванию атомов с поверхности, называется пороговой энергией распыления. Значение ее находится в интервале энергий от 15 до 30 эВ.
Характеристикой процесса ионного распыления служит коэффициент распыления, определяемый количеством атомов, выбитых с бомбардируемой поверхности падающим ионом. При возрастании энергии бомбардирующих ионов свыше 100 эВ коэффициент распыления резко увеличивается и в области 5-10 кэВ выходит на насыщение. Дальнейшее повышение кинетической энергии свыше 100 кэВ приводит к снижению распыления, вызванному радиационными эффектами и внедрениями ионов в кристаллическую решетку. Распыление вызывается, в основном, передачей импульса энергии от бомбардирующей частицы атомам кристаллической решетки в результате серии последовательных столкновений. Передача импульса от падающих ионов происходит в первых атомных слоях решетки. Например, при бомбардировке поверхности поликристаллической меди ионами аргона с энергией 1000 эВ глубина проникновения равнялась трем атомным слоям.
Наибольшее распространение в качестве источника бомбардирующих ионов получил инертный газ аргон, имеющий массу, достаточную для распыления, и характеризующийся относительно малой стоимостью. В установках поток распыленных атомов создается либо в результате бомбардировки ионами плазменного разряда поверхности исходного напыляемого материала, находящегося под отрицательным потенциалом или являющегося катодом тлеющего разряда (ионно-плазменное распыление, разновидностями которого являются катодное, магнетронное распыления), либо за счет бомбардировки ускоренными ионами, эмитированными автономным источником (ионно-лучевое распыление).
stud24.ru
Методы получения тонких пленок (курсовая)
Содержание
Введение
1 Физические вакуумные методы
1.1 Термовакуумное напыление
1.2 Ионно-плазменные методы получения тонких пленок
1.2.1 Катодное распыление
1.2.2 Трехэлектродная система распыления
1.2.3 Высокочастотное распыление
1.2.4 Реактивное распыление
1.2.5 Магнетронное распыление
1.3 Ионно-лучевые методы получения тонких пленок
1.4 Молекулярно-лучевая эпитаксия
1.5 Лазерное распыление
2 Химические вакуумные методы
2.1 Реактивное катодное распыление
2.2 Газофазная МОС-гидридная эпитаксия с использованием металлоорганических соединений
2.3 Жидкофазная эпитаксия
3 Химические вневакуумные методы
3.1 Электрохимическое осаждение покрытий
3.2 Химическая металлизация
Заключение
Список литературы
Введение
Один из современных способов модификаций изделий машиностроения и приборостроения – уменьшение геометрических размеров их элементов. Многие из них включают в себя тонкопленочные покрытия, характеристики которых можно менять, варьируя их толщину. По функциональному назначению такие покрытия связаны практически со всеми разделами физики: механикой, электричеством, магнетизмом, оптикой, а в качестве материалов для них используется большинство элементов Периодической системы.
В отраслях промышленности, производящих электронные, в том числе микроэлектронные устройства, используют разнообразные технологические процессы, в которых исходные материалы и полуфабрикаты преобразуются в сложные изделия, выполняющие различные радио-, опто- или акустоэлектрические функции. При изготовлении всех видов полупроводниковых приборов и ИМС в том или ином объеме используется технологический процесс нанесения тонких пленок в вакууме – тонкопленочная технология.
В данной работе представлены основные методы получения тонких пленок, их схемы работы, а так же достоинства и недостатки этих методов.
- Физические вакуумные методы
Физические методы осаждения различных материалов хорошо известны и достаточно подробно обсуждаются в научной литературе. Можно сказать, что все эти технологии возможны для получения оксидных пленок. Ниже приведен краткий обзор этих методов получения пленок в вакууме.
- Термовакуумное напыление
Термовакуумный метод получения тонких пленок основан на нагреве в вакууме вещества до его активного испарения и конденсации испаренных атомов на поверхности подложки. К достоинствам метода осаждения тонких пленок термическим испарением относятся высокая чистота осаждаемого материала (процесс проводится при высоком и сверхвысоком вакууме), универсальность (наносят пленки металлов, сплавов, полупроводников, диэлектриков) и относительная простота реализации. Ограничениями метода являются нерегулируемая скорость осаждения, низкая, непостоянная и нерегулируемая энергия осаждаемых частиц.
Сущность метода термовакуумного напыления можно пояснить с помощью упрощенной схемы установки, представленной на рис.1.
Рис. 1 Схема установки термовакуумного испарения
Вещество, подлежащее напылению, помещают в устройство нагрева (испаритель) 1, где оно при достаточно высокой температуре интенсивно испаряется. В вакууме, который создается внутри камеры специальными насосами, молекулы испаренного вещества свободно и быстро распространяются в окружающее пространство, достигая, в частности, поверхности подложки 2. Если температура подложки не превышает критического значения, происходит конденсация вещества на подложке, то есть рост пленки. На начальном этапе испарения во избежание загрязнения пленки за счет примесей, адсорбированных поверхностью испаряемого вещества, а также для вывода испарителя на рабочую температуру используется заслонка 4, временно перекрывающая поток вещества на подложку. В зависимости от функционального назначения пленки в процессе осаждения контролируется время напыления, толщина, электрическое сопротивления или какой-либо другой параметр. По достижении заданного значения параметра заслонка вновь перекрывает поток вещества и процесс роста пленки прекращается. Нагрев подложки с помощью нагревателя 3 перед напылением способствует десорбции адсорбированных на ее поверхности атомов, а в процессе осаждения создает условия для улучшения структуры растущей пленки. Непрерывно работающая система откачки поддерживает вакуум порядка 10-4 Па.
Разогрев испаряемого вещества до температур, при которых оно интенсивно испаряется, осуществляют электронным или лазерным лучом, СВЧ-излучением, с помощью резистивных подогревателей (путем непосредственного пропускания электрического тока через образец из нужного вещества или теплопередачей от нагретой спирали). В целом метод отличается большим разнообразием как по способам разогрева испаряемого вещества, так и по конструкциям испарителей.
Если требуется получить пленку из многокомпонентного вещества, то используют несколько испарителей. Поскольку скорости испарения у различных компонентов разные, то обеспечить воспроизводимость химического состава получаемых многокомпонентных пленок довольно сложно. Поэтому метод термовакуумного напыления используют в основном для чистых металлов.
Весь процесс термовакуумного напыления можно разбить на три стадии: испарение атомов вещества, перенос их к подложке и конденсация. Испарение вещества с поверхности имеет место, вообще говоря, при любой температуре, отличной от абсолютного нуля. Если допустить, что процесс испарения молекул (атомов) вещества протекает в камере, стенки которой достаточно сильно нагреты и не конденсируют пар (отражают молекулы), то процесс испарения становится равновесным, то есть число молекул, покидающих поверхность вещества, равно числу молекул, возвращающихся в вещество. Давление пара, соответствующее равновесному состоянию системы, называется давлением насыщенного пара, или его упругостью.
Практика показывает, что процесс осаждения пленок на подложку происходит с приемлемой для производства скоростью, если давление насыщенного пара примерно равно 1,3 Па. Температура вещества, при которой ри = 1,3 Па (ри – давление насыщенного пара при температуре испарения), называют условной температурой Тусл. Для некоторых веществ условная температура выше температуры плавления Тпл, для некоторых – ниже. Если Тусл < Тпл, то это вещество можно интенсивно испарять из твердой фазы (возгонкой). В противном случае испарение осуществляют из жидкой фазы. Зависимости давления насыщенного пара от температуры для всех веществ, используемых для напыления тонких пленок, представлены в различных справочниках в форме подробных таблиц или графиков.
Вторая стадия процесса напыления тонких пленок – перенос молекул вещества от испарителя к подложке. Если обеспечить прямолинейное и направленное движение молекул к подложке, то можно получить высокий коэффициент использования материала, что особенно важно при осаждении дорогостоящих материалов. При прочих равных условиях это повышает также и скорость роста пленки на подложке.
По мере испарения вещества интенсивность потока и диаграмма направленности для большинства типов испарителей постепенно меняются. В этих условиях последовательная обработка неподвижных подложек приводит к разбросу в значениях параметров пленки в пределах партии, обработанной за один вакуумный цикл. Для повышения воспроизводимости подложки устанавливаются на вращающийся диск-карусель. При вращении карусел
ukrreferat.com